








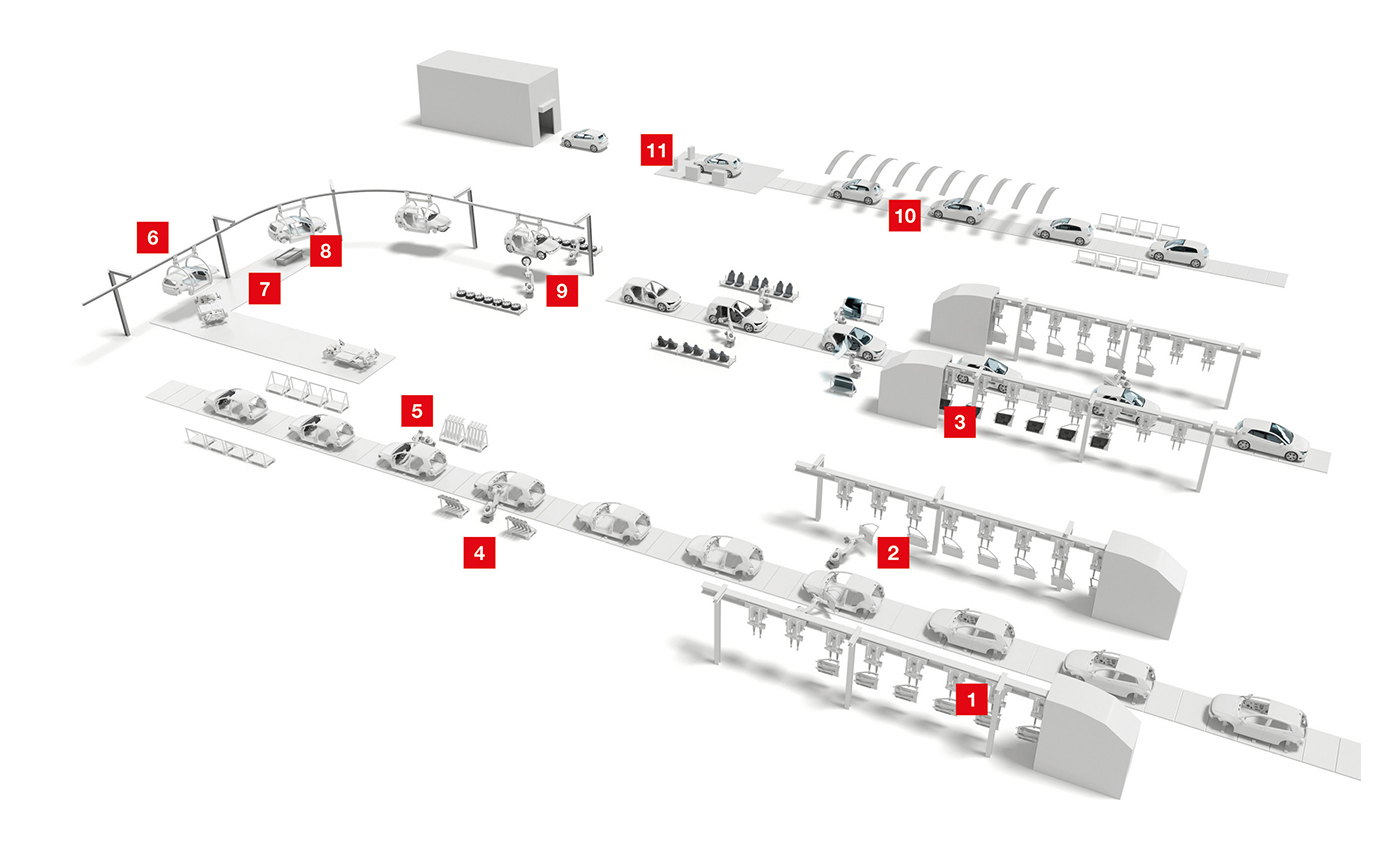
L'assemblage final
Avant de célébrer un mariage dans la production automobile, d'innombrables pièces et composants individuels doivent être assemblés en produits partiels et finis.
Dans la ligne de portes, les modules de portes sont assemblés avec toutes leurs pièces rapportées. à l'intérieur, des câbles de l'épaisseur d'un bras sont posés, les tapis sont collés et le tableau de bord est installé. Dans le même temps, le moteur et la transmission sont assemblés avec le châssis. Enfin, le mariage : la chaîne cinématique complète et la carrosserie sont unies pour toujours. Il s'ensuit d'autres étapes de montage pour les roues, les vitres, les sièges et les phares. Après le remplissage d'huile, de carburant et d'eau, c'est au tour de l'inspection finale : la dernière étape du processus de fabrication.
Le contrôle de position est l'un des champs d'application les plus importants des capteurs lors de l'assemblage final. Les nombreux capteurs optiques de distance et systèmes de positionnement à codes à barres de notre gamme facilitent les différentes étapes de l'assemblage. L'attribution correcte des blocs au véhicule est assurée par nos lecteurs de codes pour l'identification des pièces et par de nombreuses solutions pour le contrôle de conformité.
")
Condition :
L'assemblage des véhicules commence en fait par le démontage des portes. Les portes, qui seraient gênantes dans la suite du processus, sont démontées et traitées à part dans la ligne de portes. Lors du transport au moyen de convoyeurs aériens, on utilise la mesure de distance pour assurer la protection anti-collision des balancelles.
Solution :
Les capteurs optiques de distance ODS 10 / HT10 et ODSL 96 contrôlent la distance entre les balancelles. Les appareils de la série 10 mesurent par rapport à l'objet ou, avec une portée allant jusqu'à 8 m, par rapport à un réflecteur coopératif. Le paramétrage s'effectue via l'écran ou IO-Link. La série ODSL 96 est adaptée à des portées supérieures.

Condition :
Les portes séparées doivent être complétées en fonction de leur équipement, puis réaffectées au véhicule respectif à la fin du processus. Une étiquette papier avec un code à barres identifie chaque porte et permet de la suivre tout au long du processus de fabrication. L'identification d'une porte nécessite la lecture du code appliqué.
Solution :
Les lecteurs de codes à barres BCL 300i détectent les codes jusqu'à une distance de 700 mm. Pour des distances de lecture supérieures jusqu'à 2 400 mm, on utilise les lecteurs de codes à barres BCL 500i. Des variantes optiques et des interfaces adaptées sont disponibles en fonction de la disposition du code et du rattachement à la commande.

Condition :
Les plates-formes de poussée sont souvent utilisées pour l'assemblage final. Sur les postes individuels, l'accès aux zones de travail et/ou dangereuses des robots doit être sécurisé.
Solution :
Grâce à la surveillance de jusqu'à 4 champs de protection en parallèle, les scanners laser de sécurité RSL 400 conviennent à la sécurisation de zone dans les installations de production automatisées et à la collaboration homme-robot. Leur interface PROFIsafe permet une intégration simple dans les réseaux industriels et offre des options de diagnostic étendues.

Condition :
Le tableau de bord est inséré dans le véhicule au moyen de cobots ou d'aides au montage et doit ensuite être amené jusqu'à sa position finale avec des tolérances infimes. À cette fin, il faut déterminer les distances et les espacements qui fournissent au manipulateur des informations importantes sur la position.
Solution :
Les capteurs optiques de distance ODS 9 définissent des critères en termes de précision et de confort d'utilisation. Ils fournissent des mesures précises même dans des conditions difficiles, par exemple en présence d'objets brillants. Ces données peuvent être lues sur l'écran intégré. La prise en charge du Smart Sensor Profil IO-Link permet un remplacement rapide et fiable de l'appareil.
")
Condition :
Les convoyeurs aériens font plus que transporter des véhicules. Ils alignent également les carrosseries en les faisant pivoter, en les abaissant ou en les soulevant, afin d'obtenir des positions de travail optimales pour les monteurs. À cette fin, la position de l'unité de transport le long du rail doit être déterminée en permanence et avec précision.
Solution :
Les systèmes de positionnement à codes à barres compacts BPS 300i permettent un positionnement précis sur une longueur allant jusqu'à 10 000 m. L'intégration à la commande est simple et flexible grâce aux interfaces pour les bus de terrain et Industrial Ethernet, ainsi qu'aux connexions SSI ou série. La configuration et le diagnostic des appareils sont tout aussi faciles.

Condition :
Le mariage automobile consiste à réunir la carrosserie et la chaîne cinématique. Pour ce faire, la chaîne cinématique est déplacée sous la carrosserie, puis solidement boulonnée à celle-ci. Lors de l'élévation ou de l'abaissement des pièces, il faut déterminer les distances des composants entre eux.
Solution :
Les capteurs laser à triangulation ODS 9 sont installés sur le dispositif de montage et surveillent la distance par rapport à la carrosserie pour permettre un placement très précis de cette dernière. Ils offrent une combinaison optimale entre portée, résolution et reproductibilité. Différentes sorties et IO-Link permettent une intégration parfaite des appareils.

Condition :
Lors de l'abaissement de la carrosserie, la position de la suspension sur le châssis et la position des amortisseurs doivent correspondre. Il faut donc déterminer la position de l'ajustement sur le châssis et la fournir sous forme de coordonnées x et y.
Solution :
La caméra intelligente LSIS 400 vérifie les dimensions et le positionnement correct des deux pièces. Plusieurs outils, notamment les fonctions de mesure et BLOB, sont disponibles pour contrôler les formes et les positions. Le réglage focal motorisé permet une utilisation flexible. Le paramétrage s'effectue de manière simple et conviviale au moyen d'un navigateur Web.

Condition :
Les roues complètes, composées des pneus et des jantes, sont acheminées vers la ligne de montage conformément à la commande. Pour l'attribution correcte des roues au véhicule, il faut lire le code à barres appliqué sur une étiquette. L'étiquette peut être située n'importe où sur la roue.
Solution :
Plusieurs lecteurs de codes à barres BCL 500i ou BCL 600i sont utilisés pour couvrir la totalité du pneu. Les appareils se caractérisent par une portée de lecture et une profondeur de champ élevées. L'identification du code est assurée grâce à la technologie de reconstruction de code, qui combine des résultats partiels pour obtenir un résultat global.

Condition :
En fonction du nombre de modèles et des différents détails d'équipement des portes, il faut veiller à ce qu'il n'y ait pas de confusion lors du montage des portes. Pour ce faire, le contour des portes doit être contrôlé.
Solution :
Avec des profondeurs de mesure jusqu'à 2 960 mm, différentes résolutions et des durées de cycle très courtes, les rideaux mesurants CML 700i offrent les meilleures conditions pour répondre de manière fiable à un large éventail d'exigences. Des solutions de montage intelligentes et de nombreuses interfaces intégrées simplifient l'installation et l'intégration des appareils.

Condition :
Pour que le véhicule puisse s'amarrer à la station de remplissage, il faut s'assurer que le capot est ouvert. Ceci doit être détecté par un capteur approprié.
Solution :
Les capteurs de distance mesurants et à commutation ODS 110 / HT 110 fonctionnent selon la méthode du temps de propagation des impulsions (TOF) et offrent des résultats fiables sur des distances allant jusqu'à 5 m. Le paramétrage s'effectue facilement via une touche d'apprentissage ou IO-Link. Grâce à leurs dimensions compactes, les appareils peuvent être intégrés de manière flexible dans l'installation.

Condition :
Les véhicules sont remplis automatiquement dans la station. Étant donné que personne ne doit se trouver à l'intérieur de l'installation pendant le processus de remplissage, l'accès à la station doit être sécurisé. Dans le même temps, les capteurs de sécurité doivent permettre le transport des véhicules dans la station. De plus, l'état de fermeture des clapets pendulaires doit être surveillé.
Solution :
Les barrières immatérielles de sécurité MLC 530 SPG avec Smart Process Gating ne nécessitent pas de capteurs d'inhibition supplémentaires pour le pontage permettant le transport de véhicules. En outre, elles garantissent une grande disponibilité ainsi qu'une protection élevée contre la manipulation. Le Gating partiel surveille en même temps les clapets pendulaires avec les faisceaux supérieurs de la barrière immatérielle de sécurité.