








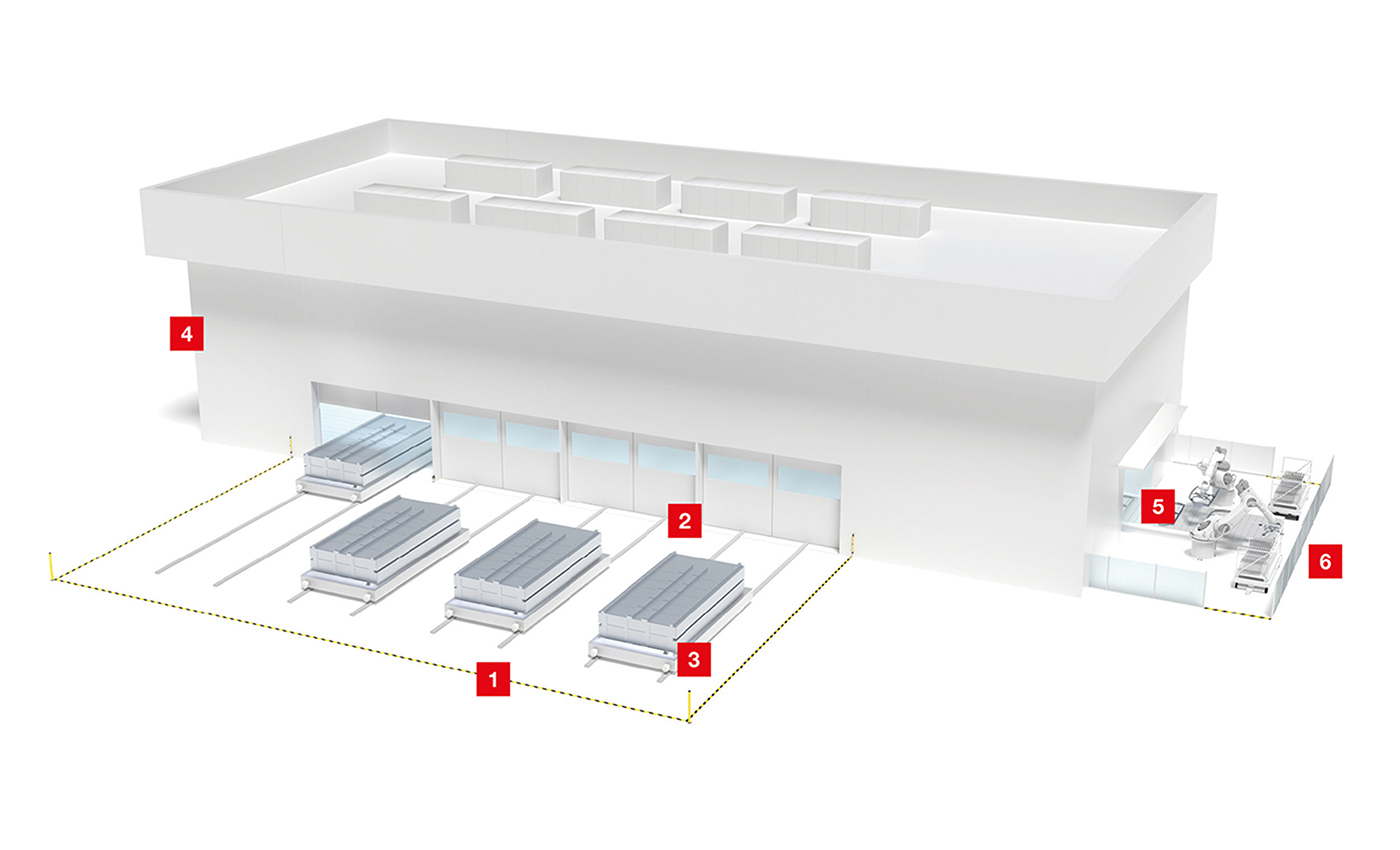
Pressenlinie
Aus riesigen Stahlrollen – sogenannten Coils – werden in unterschiedlichen Arbeitsschritten Formteile, wie zum Beispiel Karosserieteile, gefertigt. Ob beim Schneiden der Coils oder Stanzen, Pressen und in Form bringen der Platinen, unsere Sensoren begleiten und sichern selbst unter rauen Umgebungsbedingungen alle Fertigungsschritte.
Die Anwendungen sind so vielfältig wie unser darauf abgestimmtes Portfolio. Unsere induktiven und optischen Sensoren prüfen und überwachen die Anwesenheit und die Position von Teilen. Unsere Ident-Systeme erfassen Daten für deren Rückverfolgbarkeit. Und an den Schneideanlagen liefern unsere Sensoren Messwerte zur Schlaufenregelung und Kantensteuerung.
[01] Zugangssicherung an den Pressenstraßen

Anforderung:
Die Presswerkzeuge werden mittels Hallenkran in den Pressenvorraum gebracht und bei einem Werkzeugwechsel in die Presse eingefahren. Dabei ist der komplette Vorraum ein sicherheitskritischer Bereich. Der Zugang von Personen muss überwacht werden.
Lösung:
Die Mehrstrahl-Sicherheits-Lichtschranken der Baureihe MLD 500 bieten kostengünstige Zugangssicherungen für große Bereiche. Als Sender-Empfänger-Systeme mit Reichweiten von 70 m werden sie zusammen mit Spiegelsäulen eingesetzt und sichern so den gesamten Pressenvorraum.
[02] Vorraumsicherung an Pressenstraßen

Anforderung:
Bevor die Wagen in die Presse einfahren, ist zu prüfen, dass sich keine Personen vor den Toren befinden. Während der Einfahrt ist der Bereich seitlich der Wagen zu sichern, damit keine Personen am Wagen vorbei ins Innere der Pressenstraße gelangen können.
Lösung:
Mit seinen konfigurierbaren und umschaltbaren Schutzfeldern sichert der Sicherheits-Laserscanner RSL 400 den Bereich vor dem jeweiligen Tor ab. Mit seiner großen Reichweite von 8,25 m und zwei parallel arbeitenden Schutzfunktionen können mit nur einem Gerät zwei Eingangsbereiche gleichzeitig und unabhängig voneinander überwacht werden.
[03] Anwesenheitskontrolle des Werkzeuges

Anforderung:
Das Wechselwerkzeug wird mittels Kran auf den Verfahrwagen aufgesetzt. Dabei ist der richtige Sitz zu kontrollieren, damit die automatische Verriegelung erfolgen kann.
Lösung:
Aus unserem breiten Portfolio induktiver Sensoren sind die Modelle IS / ISS 244 mit kubischer Bauform am besten geeignet. Die kompakten Sensoren lassen sich platzsparend und schnell einbauen. Seitlich gut sichtbare Statusanzeigen erleichtern die Inbetriebnahme und visualisieren Zustände.
[04] Überwachung der Stapelhöhe

Anforderung:
Während des Betriebs muss eine kontinuierliche Materialzufuhr gewährleistet werden. Wird die letzte Platine vom Roboter gegriffen oder ein festgelegter Füllstand des Platinenstapels unterschritten, soll automatisch Nachschub angefordert werden. Dazu ist die Stapelhöhe der Platinen zu überwachen.
Lösung:
Aus unserem breiten Portfolio schaltender und messender Abstandssensoren sind Geräte mit Pulslaufzeitmessung (TOF) besonders für größere Reichweiten geeignet. Hierzu zählen die schaltenden Sensoren HT 10, welche die Unterschreitung einer definierten Stapelhöhe überwachen, und die messenden Sensoren ODS 10, welche die Höhe des Stapels bestimmen.
[05] Anwesenheitskontrolle zur Steuerung des Greifroboters

Anforderung:
Am Ende der Pressenstraße werden die fertig geformten Blechteile automatisch entnommen und zur Weiterverarbeitung auf Transportwagen geladen. Zur Steuerung des Greifroboters muss die Anwesenheit der Teile auf dem Gurtförderer kontrolliert werden.
Lösung:
Aus unserem breiten Portfolio schaltender Sensoren vereint die Baureihe HT 25C überdurchschnittliche Funktionsreserve mit kompakter Baugröße. Teile mit glänzender und auch dunkler oder strukturierter Oberfläche werden sicher detektiert. Die Geräte sind als Rotlicht und Infrarot-Ausführungen verfügbar.
[06] Codelesung am Rack

Anforderung:
Die fertigen Blechteile werden in fahrbaren Racks gelagert, die z. B. von automatischen Routenzügen oder FTS zur weiteren Verarbeitung in den Rohbau transportiert werden. Damit das Rack der richtigen Verwendung zugeführt wird, ist der am Rack angebrachte Identifikations-Code zu lesen.
Lösung:
Abhängig von der Anbringung des Codes und der Leseentfernung dekodiert ein BCL 300i als Rasterscanner den Code und überträgt die Daten zur SPS oder zum Materialflussrechner. Bei großen Positionstoleranzen des Etiketts werden Gerätevarianten mit integriertem Schwenkspiegel eingesetzt.