








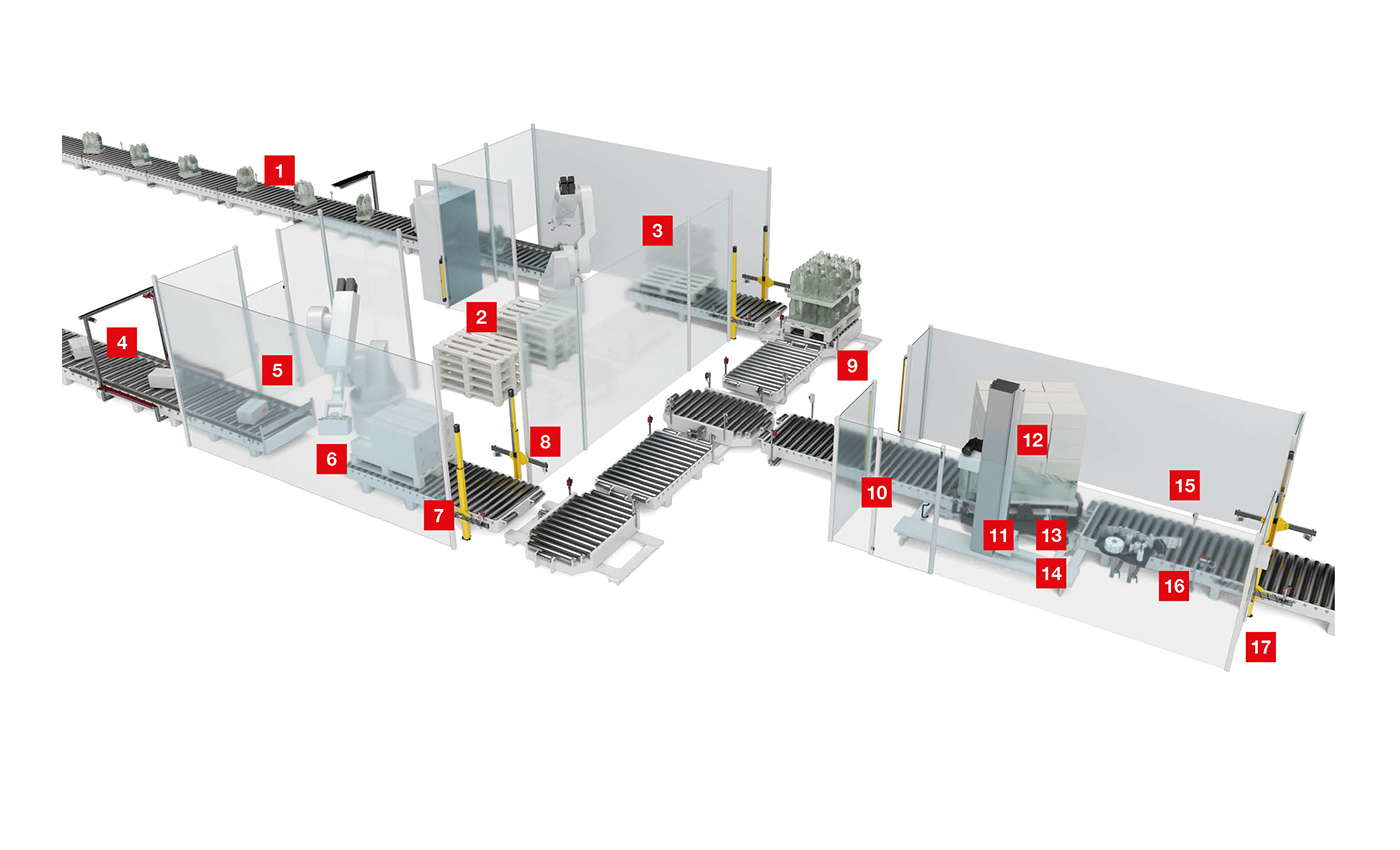
Sensorlösungen für die Palettierung
Im letzten Verpackungsschritt werden Kartons und Gebinde auf Paletten gestapelt und in die nachfolgende Lager- oder Transportlogistik übergeben. Ein effizienter und zuverlässiger Materialfluss sowie lückenlose Maschinensicherheit bestimmen die Anforderungen im End-of-Line Bereich.
Die in diesen Prozessen eingesetzten Sensoren übernehmen vielfältige Detektions- und Identifikationsaufgaben. Wie bei der automatisierten Umwicklung von Paletten in Stretchfolie für die Ladungssicherung: Hier überwachen induktive Sensoren die Endpositionen von einzelnen Achsen, Lichttaster erkennen die Oberkante der Paletten, polarisierte Reflexionslichtschranken erkennen einen eventuellen Folienriss und Lichttaster ertasten den Folienvorrat. An Förderstrecken garantieren optische oder mechanische Zugangssicherungen den sicheren Betrieb der Anlagen. Zwei Funktionskonzepte für die temporäre und kontrollierte Überbrückung der eingesetzten berührungslos wirkenden Schutzeinrichtungen bieten jeweils spezifische Vorteile: Mehrstrahl-Sicherheits-Lichtschranken wie die MLD 530 mit vordefinierten Muting-Funktionen lassen sich schnell und einfach in die Anlagensteuerung integrieren. Bei den Sicherheits-Lichtvorhängen MLC530-SPG mit „Smart Process Gating“ erfolgt die Überbrückung beziehungsweise die Muting-Funktion in Verbindung mit dem Prozessablauf und einem Steuersignal von der Maschinensteuerung. Der erforderliche Platzbedarf wird auf ein Minimum reduziert und zusätzliche Muting-Sensoren können entfallen.

Anforderung:
In der Endverpackung oder bei der Palettierung von Gebinden soll die Anwesenheit der Objekte geprüft werden. Auch Objekte mit Lücken müssen zuverlässig detektiert werden.
Lösung:
Die Reflexionslichtschranken PRK 46C sind mit einer hohen Reichweite und damit einer sehr hohen Funktionsreserve ausgestattet. Bei weiteren Varianten kann die Empfindlichkeit eingestellt werden, eine Depol-Funktion erhöht die Verfügbarkeit der Anlage. Alle Sensoren haben die Schutzart IP 69K und eine ECOLAB-Zertifizierung.

Anforderung:
In einem automatisierten Palettierungsprozess muss sichergestellt werden, dass in einem Puffer genügend leere Paletten vorrätig sind. Für einen zuverlässigen Prozess muss dazu die Stapelhöhe der Paletten überwacht werden.
Lösung:
Optisch messende Sensoren sorgen für eine zuverlässige Höhenvermessung. Der Abstandssensor ODS 110 kann den Abstand entweder über einen Analogwert oder die integrierte IO-Link Schnittstelle ausgeben. Durch den kleinen, gut sichtbaren Laserpunkt mit Laserklasse 1 ist der Sensor augensicher und einfach zu positionieren.

Anforderung:
Bei der Verwendung von Standardpaletten sollte der Zustand der Palette vor einem erneuten Einsatz geprüft werden. Dabei muss unter anderem kontrolliert werden, ob die Laufbretter sowie die Palettenklötze vorhanden sind.
Lösung:
Mit Hilfe der Einzelstrahlauswertung der messenden Lichtvorhänge CML 730i in V-Anordnung lassen sich die Laufbretter erfassen und beurteilen. Die Sensoranordnung erkennt eventuelle Lücken oder fehlende Bretter und erlaubt so ein frühzeitiges Ausschleußen defekter Paletten.

Anforderung:
Gebinde oder Kartons, die mit Folie umschrumpft sind, werden auf einem Förderband transportiert und sollen zuverlässig erkannt werden.
Lösung:
Die Reflexionslichtschranke PRK25C.D ist optimiert für die Detektion von folienumschrumpften Objekten und bietet dadurch eine hohe Funktionsreserve. Steht wenig Bauraum zur Verfügung, kommen die Sensoren PRK 5B.D mit kleinerem Gehäuse zum Einsatz.

Anforderung:
Entlang von Transportsegmenten oder an Übergabepunkten sollen Objekte erkannt oder die jeweiligen Stopp-Positionen detektiert werden. Dazu müssen die eingesetzten Sensoren eine gute Ausrichtbarkeit und eine hohe Wiederholgenauigkeit aufweisen. Auch Variationen der Objekte und eventuelle Verschmutzungen müssen toleriert werden.
Lösung:
Die Erkennung und Positionierung von Gebinden kann mit unterschiedlichen Reflexionslichtschranken gelöst werden. Je nach geforderter Funktionsreserve und Abmessungen eignen sich die PRK 28, die PRK 25C oder die PRK 46C in kubischer und die PRK 328 in zylindrischer Form. Alle Sensoren haben die Schutzart IP 69K und eine ECOLAB-Zertifizierung.

Anforderung:
Über eine Palettenfördertechnik werden verschiedene Palettentypen transportiert. Um die Fördertechniksegmente komplett und fertig installiert aufstellen zu können, sollen die Paletten von unten erkannt werden. Dabei dürfen eventuelle hoch frequente LED-Hallenbeleuchtungen oder Schmutzpartikel den Sensor nicht beeinträchtigen.
Lösung:
Das Montagesystem SET-HT25CI kombiniert eine Spezialhalterung mit einem Lichttaster HT 25C. Der Halter verfügt über eine integrierte, schräg installierte Frontscheibe zur automatischen Ableitung von eventuell anfallenden Schmutzpartikeln. Durch die spezielle Parametrierung der Sensoren werden mögliche Fremdlichtquellen effizient ausgeblendet.

Anforderung:
Die Zugangssicherung an Förderstrecken soll den Zutritt von Personen zu einem möglichen Gefahrenbereich verhindern und dabei gleichzeitig die Durchfahrt des Förderguts ermöglichen.
Lösung:
Die Muting-Funktion überbrückt den Sicherheits-Sensor während der Durchfahrt des Förderguts. Diese Funktion
ist in den Mehrstrahl-Sicherheits-Lichtschranken MLD 530 sowie in den Sicherheitslichtvorhängen MLC 530 bereits integriert. Die Sicherheits-Lichtschranken-Sets MLDSET bieten komplette Lösungen für die Zugangssicherung mit Muting-Funktion.

Anforderung:
Die Zugangssicherung an einer Förderstrecke soll den Zutritt von Personen zu einem möglichen Gefahrenbereich verhindern und gleichzeitig die Durchfahrt des Förderguts ermöglichen. Idealerweise benötigt die dafür eingesetzte Sicherheitstechnik möglichst wenig Platz.
Lösung:
Bei Smart Process Gating erfolgt die Überbrückung des Sicherheits-Sensors in Verbindung mit einem Steuersignal von der SPS. Die Funktion ist im MLC 530-SPG System enthalten. Zusätzliche Muting-Sensoren entfallen und die Anlagen können durch die SPG-Funktion besonders platzsparend sowie manipulationssicher konstruiert werden.

Anforderung:
Alle Arten von Paletten sollen zuverlässig über die gesamte Länge erkannt werden. Auch beschädigte Paletten oder Paletten mit unregelmäßigen Vorderkanten sollen zulässig sein.
Lösung:
Die Reflexionslichtschranken RK 46C VarOS erkennen auch Objekte mit unregelmäßigen Formen und Durchbrüchen zuverlässig. Dazu verwenden die Geräte ein homogenes, gut sichtbares, 40 mm breites Lichtband sowie einen üblichen Reflektor TKS50x100. Die Sensoren sind mit einer Teach-Taste schnell und einfach einstellbar.

Anforderung:
Bereiche mit gefährlichen Bewegungen können zu Wartungszwecken über Schutztüren betreten werden. Kommt die Bewegung nach Öffnen der Tür nicht umgehend zum Stillstand, ist die Tür durch einen Sicherheitsschalter mit Zuhaltung zu sichern.
Lösung:
Die robusten Sicherheitsschalter mit Zuhaltung L100, L250 und L300 halten Schutztüren fest verriegelt, bis der Zugang über ein elektrisches Signal freigegeben wird. Die Serie umfasst Standardbauformen, Geräte mit integrierten Bedienelementen sowie Geräte mit RFID-kodiertem Betätiger.

Anforderung:
Zur Transportsicherung werden Palettenladungen oftmals automatisch in Stretchfolie eingewickelt. Bei Palettenwickelmaschinen muss die jeweilige Endlage des Folienschlittens überwacht werden, um Kollisionen zu verhindern.
Lösung:
Induktive Sensoren erkennen den Folienschlitten anhand der daran verbauten Metallteile. Kubische Sensoren IS 244 mit drehbarem aktivem Kopf und einem Klemm- oder M12-Anschluss sind flexibel zu montieren und decken Tastweiten bis zu 40 mm ab.

Anforderung:
Für einen korrekten Wickelvorgang soll die maximale Höhe der Palette erfasst werden. Zur Steuerung des Folienschlittens muss dabei die Oberkante der Palette erkannt werden.
Lösung:
Der Lichttaster HT 46C erkennt die Oberkante der beladenen Palette in bis zu 3 m Reichweite mit einer definierten Hintergrundunterdrückung unabhängig von den Objekten, die sich auf der Palette befinden.

Anforderung:
Beim Wickelvorgang muss das Vorhandensein der verwendeten Folie überwacht werden. Eventuell auftretende Folienrisse müssen zuverlässig erkannt werden. Zur Erkennung der oft transparenten oder teiltransparenten Folie ist ein geeigneter Sensor wichtig.
Lösung:
Die polarisierten Reflexionslichtschranken PRK3C.A oder PRK25C.A sind für die Erkennung von transparenten Folien geeignet. Die integrierte IO-Link Schnittstelle liefert umfangreiche Diagnosemöglichkeiten sowie die Möglichkeiten die Geräte remote zu parametrieren. Als Reflektoren dienen MTKS-Reflektoren oder REF6-Reflexfolien.

Anforderung:
Für einen zuverlässigen Wickelprozess soll der Folienvorrat überwacht werden, um rechtzeitig ein Signal für einen erforderlichen Rollenwechsel zu erhalten. Dabei soll ein Sensor eingesetzt werden, der die Restmenge unabhängig von der Art der Folie zuverlässig erkennen kann.
Lösung:
Die Lichttaster HT3C und HT25C mit gut sichtbarem, rotem Lichtfleck erlauben eine schnelle Ausrichtung in der Maschine und erkennen die Folienrolle farb- und oberflächenunabhängig. Die Sensoren können entweder mit einem Potentiometer oder über die integrierte IO-Link Schnittstelle eingestellt werden.

Anforderung:
Nach der Palettierung und der erfolgten Ladungssicherung soll der Warencode auf den angebrachten Barcodeetiketten eingelesen und an das übergeordnete Warenwirtschaftssystem übergeben werden.
Lösung:
Für die Lesung des Palettenlabels wird ein Barcodeleser der Serien BCL 500i / BCL 600i eingesetzt. Die integrierte Feldbus-Vernetzbarkeit ist eines der Hauptmerkmale dieser Serien und ermöglicht die schnelle Anbindung an unterschiedliche Steuerungen. Die CRT-Technologie ermöglicht eine zuverlässige Lesung beschädigter Codes.

Anforderung:
Die mit Folie umwickelten oder umschrumpften Paletten sollen über die gesamte Palettenlänge zuverlässig erkannt werden. Dabei darf der eingesetzte Sensor keine Fehlschaltungen generieren.
Lösung:
Die Reflexionslichtschranken PRK 46C.D sind für den Einsatz an Rollenbahnen optimiert. Sie bieten speziell bei folienumwickelten und umschrumpften Paletten eine hohe Funktionssicherheit. Die Sensoren mit Schutzart IP 69K sind mechanisch sehr robust und durch die hohe Funktionsreserve mit einer Reichweite von 16 m sehr zuverlässig.

Anforderung:
Bevor eine beladene Palette in die Fördertechnik oder in ein automatisches Lagersystem eingefördert werden kann, müssen die äußeren Abmessungen sowie eventuelle Störkanten der Palette überprüft werden.
Lösung:
Die schaltenden Lichtvorhänge CSL 710 oder die messenden Lichtvorhänge CML 720i prüfen die Abmessungen der beladenen Palette während des Transports. Durch unterschiedliche Auflösungen und Messfeldlängen sowie mehrere konfigurierbare Ausgänge lassen sich die Geräte optimal an die Applikation anpassen.