








Hydraulik-, Servo- und Exzenterpressen
Hydraulik, Servo und Exzenterpressen kommen im gesamten Spektrum der Metallumformung zum Einsatz. Beim Umformen von Blechen muss der Maschinenbediener im Falle manueller Bedienung zuverlässig vor Verletzungen geschützt werden. Mittels optionaler Blechzuführungen können Schneidemaschinen oder Pressen automatisiert werden. In diesem Fall wird das Blech automatisiert vom Coil abgewickelt und einer Schneidemaschine oder Presse zugeführt. Zu Beginn des Abrollprozesses ist eine schnelle und eindeutige Identifikation des Materials erforderlich. Während des Abrollvorgangs muss das Blech auf gleichmäßiges Abrollen kontrolliert werden, um eine präzise Weiterverarbeitung beim Zuschnitt zu gewährleisten.
Die Sicherheits-Sensoren und Steuerungen von Leuze lassen sich einfach in die Maschinen und Prozessabläufe einbinden und sichern diese verlässlich und manipulationssicher ab. Unsere messenden Sensoren zur Schlaufenregelung und Kantensteuerung ermöglichen reibungslose Prozessabläufe bei der Blechzuführung. Unsere schaltenden Sensoren erkennen zuverlässig das Rollenende.
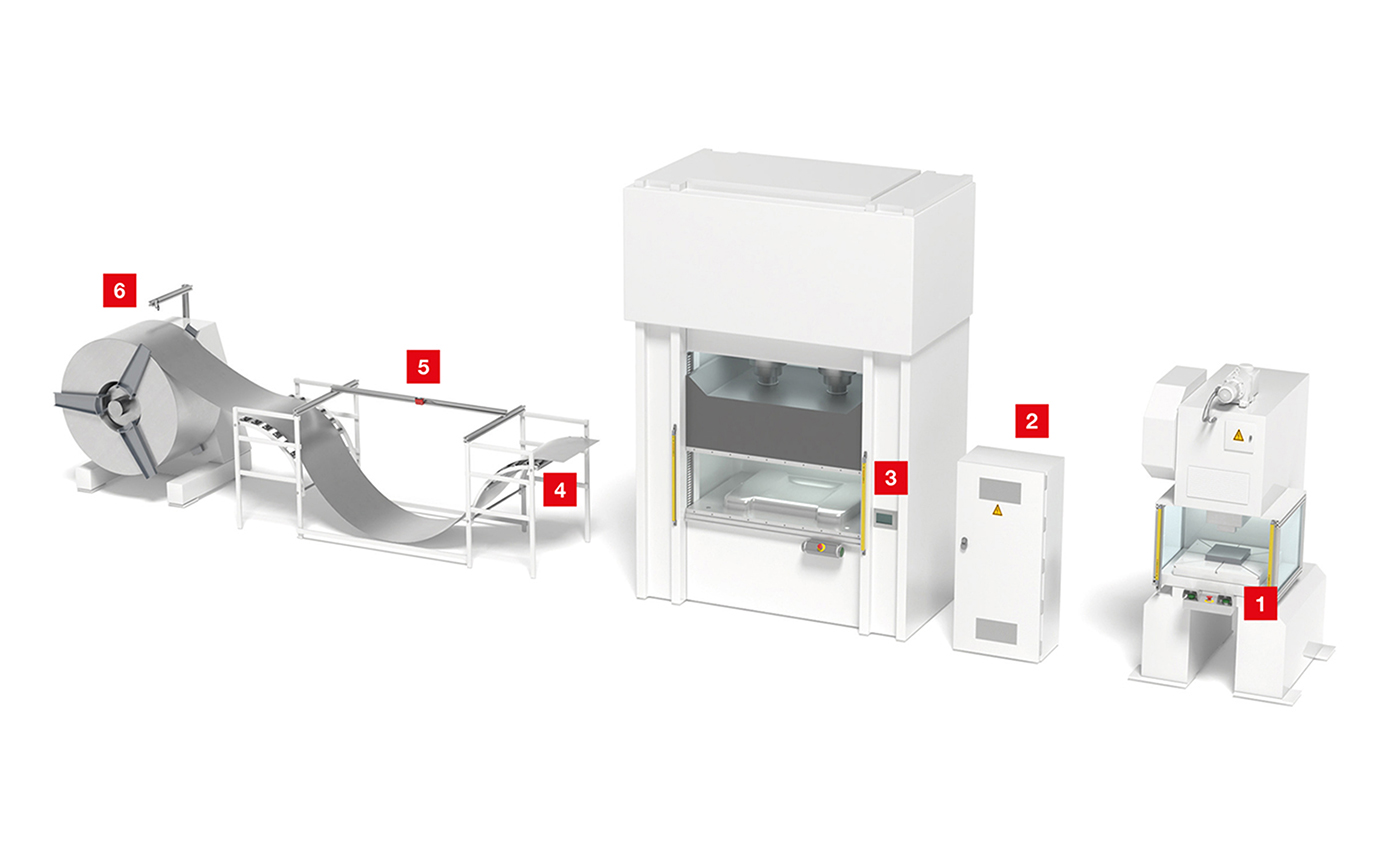
[01] Gefahrensicherung mit Untergreifschutz

Anforderung:
Der Zugriff zur Gefahrstelle soll durch einen Sicherheits-Lichtvorhang gesichert werden. Ist ein Untergreifen oder Hintertreten des Sensors möglich, so ist ein weiterer Sicherheits-Lichtvorhang zur Erkennung dieser Situationen notwendig.
Lösung:
Die kaskadierbaren Sicherheits-Lichtvorhänge MLC 520 und MLC 520S ermöglichen die Verkettung von bis zu 3 Segmenten. Diese werden über einen gemeinsamen Anschluss in die Steuerung eingebunden. So wird die Installation einfach und kostengünstig.
[02] Überwachung des Pressenverlaufs
Anforderung:
Die spezifischen Anforderungen an die Sicherheit von mechanischen und hydraulischen Pressen sind in der Norm EN ISO 16092 beschrieben. Zur Erfüllung dieser Anforderungen muss der Ablauf der Pressenbewegung durch eine Sicherheitssteuerung überwacht werden.
Lösung:
Die Sicherheits-Steuerungen MSI 400 verfügen bereits im Grundmodul über 24 sichere Ein-/Ausgänge und sind nach Bedarf erweiterbar. Die spezielle Funktions-Bibliothek mit zugeschnittenen Funktionsblöcken für die Steuerung und Absicherung von Pressen ermöglicht eine einfache und schnelle Konfiguration.
[03] Gefahrenstellensicherung

Anforderung:
Die Gefahr stelle an einer Presse soll durch eine berührungslos wirkende Schutzeinrichtung gesichert werden. Der notwendige Abstand zwischen Schutzeinrichtung und Gefahrstelle soll dabei möglichst gering sein.
Lösung:
Die Sicherheits-Lichtvorhänge der Baureihen ELC 100 und MLC 500 bieten mit verschiedenen Auflösungen ab 14 mm eine sichere Finger- und Hand-Erkennung und ermöglichen so kurze Sicherheitsabstände. Durch das optimierte Design sind die ELC 100 und die MLC 500 in VAusführung besonders schock und vibrationsfest.
[04] Kantensteuerung

Anforderung:
Die Platinenschneideanlage zerteilt das vom Endlos-Band abgewickelte Material in sogenannte Plates oder Platinen. Damit diese in Form und Abmessungen identisch und innerhalb der Toleranzen bleiben, ist es notwendig die Kante exakt zu steuern.
Lösung:
Die CCD-Gabellichtschranken GS 754B sorgen mit ihrer hohen Reproduzierbarkeit von ± 0,03 mm für eine exakte Bestimmung der Bahnkante. Die Geräte sind über Analogausgang oder serielle Schnittstelle flexibel integrierbar.
[05] Schlaufenregelungen

Anforderung:
In der Schneideanlage muss der Schneideprozess vom Bandtransport entkoppelt werden. Der Durchhang der Bandschlaufe ist kontaktlos zu bestimmen, um der Regelung die nötigen Messwerte zur Bestimmung der Abzugsgeschwindigkeit zu übermitteln.
Lösung:
Die nach dem Prinzip der Pulslaufzeitmessung (TOF, Time of Flight) arbeiten- den Sensoren der Baureihen ODS 10 / 110 und ODSL 96 bieten Messreichweiten von mehreren Metern. Sie verfügen über eine hohe Auflösung und eine hohe Reproduzierbarkeit. Die Geräte sind über Analogausgang, serielle Schnittstelle und IO-Link flexibel integrierbar.
[06] Erkennung des Rollendurchmessers

Anforderung:
Damit vor Materialende der automatische Rollenwechsel eingeleitet werden kann, muss der Durchmesser des Coils kontinuierlich überwacht werden. So werden kostenintensive Stillstände minimiert.
Lösung:
Die messenden Ultraschallsensoren der Baureihen DMU 300 / 400 bieten einen besonders großen Messbereich von bis zu 6.000 mm. Die robusten Geräte in Kunststoff und Ganzmetallausführung zeichnen sich durch kurze Ansprechzeiten und hohe Auflösungen aus. Sie sind mit analogem Strom- oder Spannungsausgang und IO-Link-Schnittstelle verfügbar.