








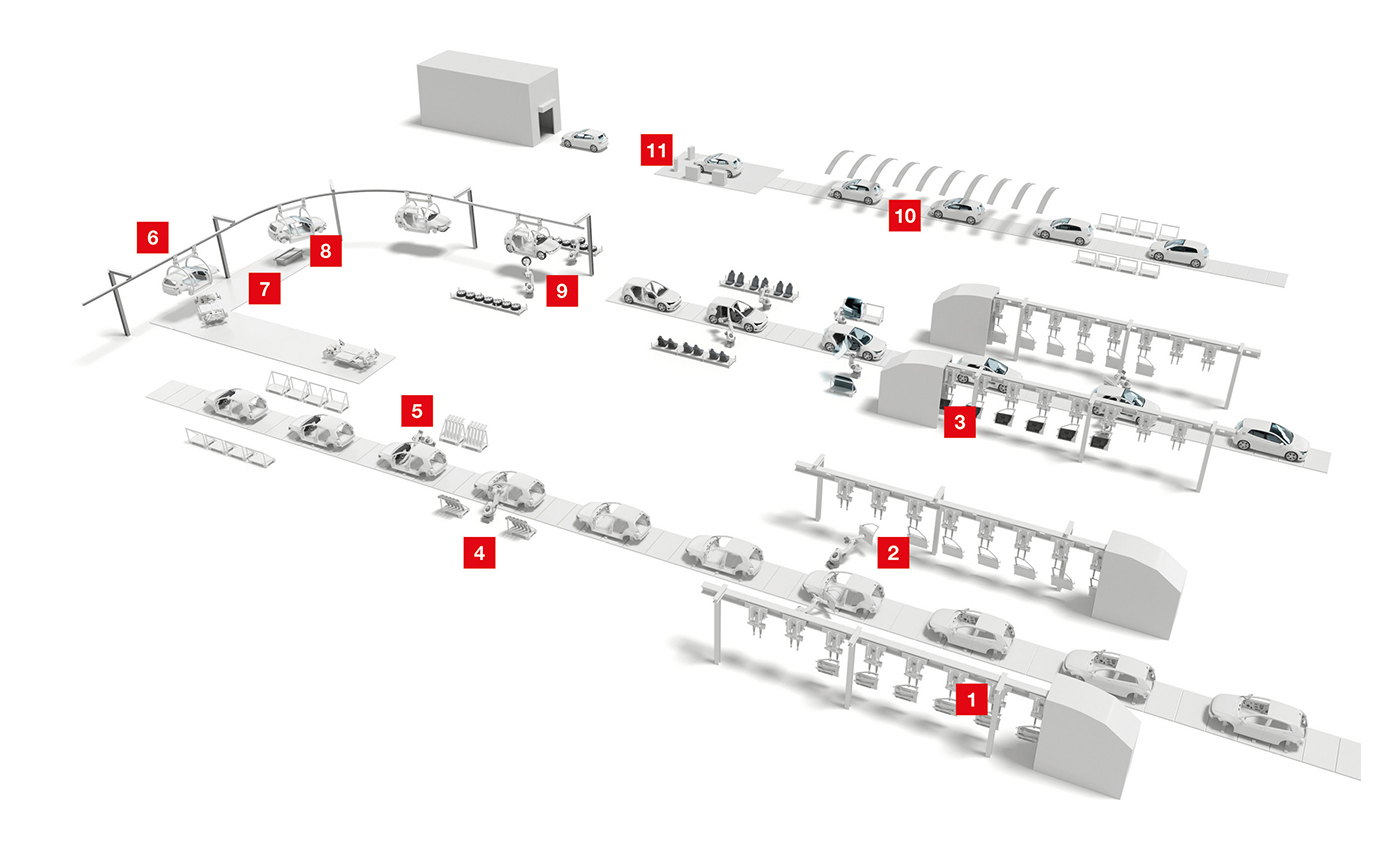
The final assembly
Before the wedding is celebrated in automobile production, countless individual parts and elements must be assembled and processed to create partial and final products.
Assembly of the door modules with all of their attachment parts takes place on the door line. In the interior construction, arm-thick cables are laid, carpeting glued and the cockpit installed. Parallel to this, engine and transmission are joined to the chassis. And finally the wedding: The entire powertrain and the vehicle body are united forever. Further assembly steps for wheels, windows, seats and headlights follow. After filling with oil, fuel and water, it's on to the final inspection – the last station in the manufacturing process.
Position control is among the most important application areas for sensors in final assembly. Our wide range of optical distance sensors and bar code positioning systems supports the many different assembly steps. Our code readers for part identification and numerous solutions for type testing ensure the correct assignment of the assemblies to the vehicle.
")
Requirement:
Assembly of the vehicles actually begins with the removal of the doors. The doors, which would interfere in the subsequent steps, are removed and processed separately on the door line. During transport with electrical monorail systems, the suspension gear is to be protected against collision through distance measurement.
Solution:
The ODS 10 / HT10 and ODSL 96 optical distance sensors check the distance between the suspension gears. Devices of the 10 series measure on the object or – with an operating range of up to 8 m – on a cooperative reflector. Configuration is performed via the display or IO-Link. The ODSL 96 series is suitable for larger operating ranges.

Requirement:
The separated doors are to be completed according to their specified equipment and reassigned to their respective vehicle at the end of the process. A paper label with bar code identifies the individual door and helps track it through the production process. For the identification of the doors, the attached code is to be read.
Solution:
The BCL 300i bar code readers detect codes at a distance of up to 700 mm. The BCL 500i bar code readers are used for longer reading distances of up to 2,400 mm. Depending on the arrangement of the codes and the connection to the control, suitable passive optics models and interfaces are available.

Requirement:
Skillets are often used in the final assembly. The working areas and danger zones are to be safeguarded at the individual stations.
Solution:
Through the parallel monitoring of up to 4 protective fields, the RSL 400 safety laser scanners are suitable for area guarding in automated production systems and in human-robot collaborations. Their PROFIsafe interface makes it easy to integrate the unit in industrial networks and offers extensive diagnosis options.

Requirement:
The cockpit is guided into the vehicle with the assistance of cobots or installation aids and must be moved into position with the tightest tolerances. To do this, distances and spacings are to be determined that provide the manipulator with important position information.
Solution:
The ODS 9 optical distance sensors set standards in precision and operating comfort. They deliver exact measurement values even under difficult conditions, e.g., with glossy objects. These values can be read on the integrated display. The supported IO-Link Smart Sensor profile enables a fast and fail-safe device exchange.
")
Requirement:
Electrical monorail systems transport not only the vehicles. By rotating, lowering or lifting, these also allow the bodies to be oriented so as to provide the assembly workers with optimum work positions. To do this, the position of the transport unit on the carrier must be determined continuously and exactly.
Solution:
The BPS 300i compact bar code positioning systems enable the exact positioning over a length of up to 10,000 m. Interfaces for fieldbuses, industrial Ethernet as well as SSI or serial connections make integration in the control simple and flexible. The configuration and diagnosis of the devices are just as easy.

Requirement:
During the automotive wedding celebration, the body is joined with the power train. To do this, the powertrain is moved under the body and then permanently bolted to the body. When lifting or lowering the parts, the distances between the components with respect to one another are to be determined.
Solution:
The ODS 9 laser triangulation sensors are installed on the assembly device and monitor the distance to the body to allow it to be precisely moved into place. They offer an optimum combination of operating range, resolution and reproducibility. Various outputs as well as IO-Link enable optimum integration of the devices.

Requirement:
When lowering the body, the position of the suspension on the chassis and the position of the shock absorbers must match. To do this, the position of the fit on the chassis is to be determined and output as x- and y-coordinates.
Solution:
The LSIS 400 smart camera checks the dimensions and proper seating of both parts. Several tools are available for checking shapes and orientations, e.g., the measurement and BLOB functions. The motor-driven focus adjustment results in flexible use. Configuration is performed easily and comfortably via a web browser.

Requirement:
The complete wheels – consisting of tires and rims – are transported to the assembly line according to the order. The bar code on the label is to be read for the correct assignment of the wheels to the vehicle. The label can be located at any point along the circumference of the wheel.
Solution:
To cover the entire tire, several BCL 500i oder BCL 600i bar code readers are used. The devices are characterized by a large reading range and depth of field. Code identification is supported by code reconstruction technology, which assembles the partial results into a global result.

Requirement:
Depending on the number of models and on the different equipment details of the doors, it must be ensured before the doors are remounted that no mistakes are made with respect to the door assignments. For this purpose, the contour of the doors is to be checked.
Solution:
With measurement field lengths of up to 2,960 mm, various resolutions and very short cycle times, the CML 700i measuring light curtains provide the ideal basis for reliably meeting a range of requirements. Sophisticated mounting solutions and a variety of integrated interfaces simplify installation and integration of the devices.

Requirement:
For the vehicle to be able to dock at the filling station, it must be ensured that the engine hood is open. This is to be detected by means of a suitable sensor.
Solution:
The ODS 110 / HT 110 measuring and switching distance sensors operate according to the time-of-flight principle (TOF) and offer reliable results over distances of up to 5 m. Configuration is performed easily via a teach button or IO-Link. Thanks to the compact dimensions, the devices can be flexibly integrated in the system.

Requirement:
The vehicles are automatically filled in the station. Because no persons may be located within the system during the filling process, access to the station is to be safeguarded. At the same time, the safety sensor technology is to allow the vehicles to be transported into the station. In addition, the closed state of the pendulum flaps is to be monitored.
Solution:
The MLC 530 SPG safety light curtains with Smart Process Gating require no additional muting sensors for bridging for vehicle transport and guarantee high availability and high protection against manipulation. The partial gating simultaneously uses the upper beams of the safety light curtain to also monitor the pendulum flaps.