








Hydraulic, servo and eccentric presses
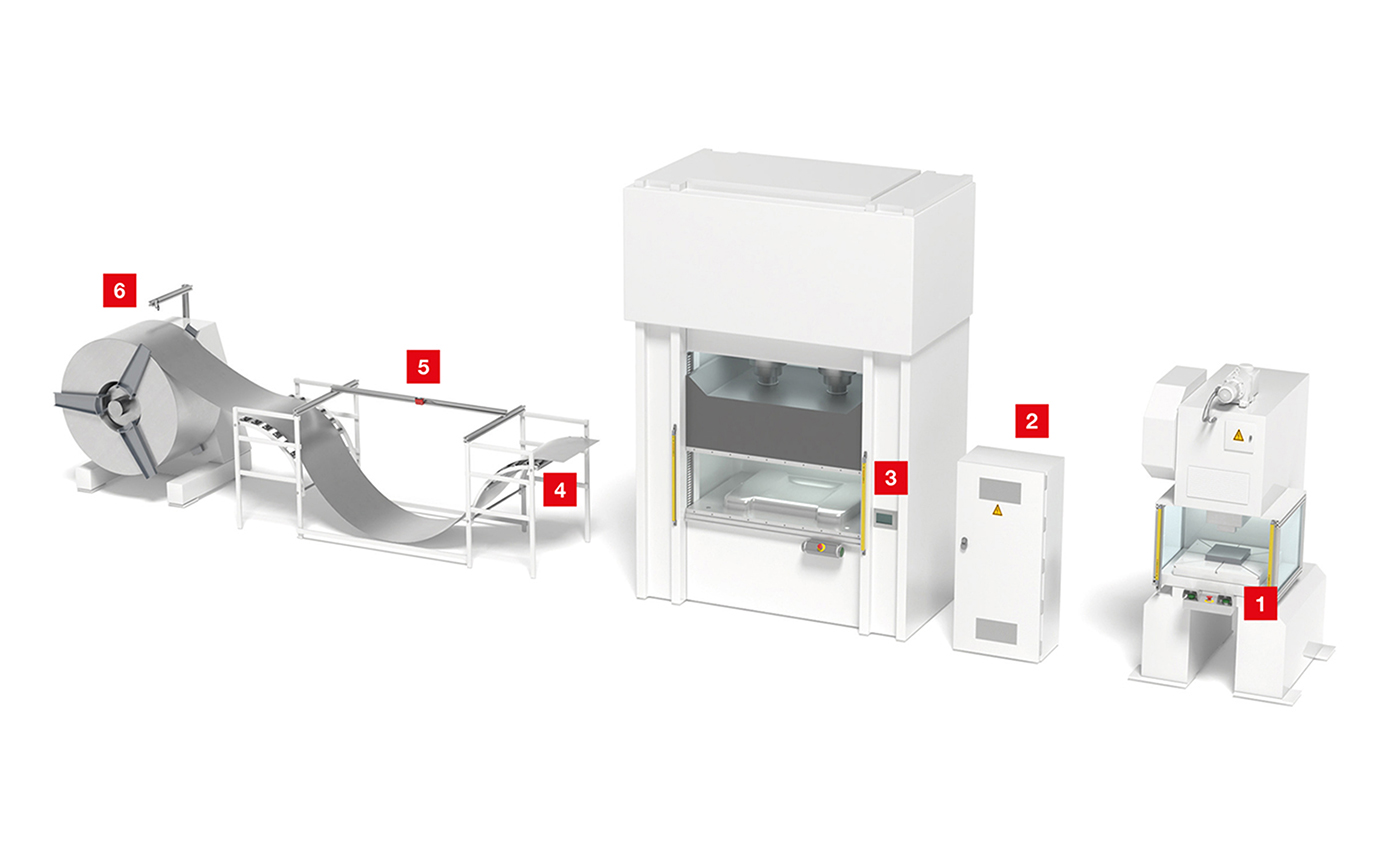
Hydraulic, servo and eccentric presses are used for the entire spectrum of metal forming applications. During the forming of sheet metal plates, the operator must be reliably protected from injury in the case of manual operation. Cutting machines or presses can be automated through the use of optional sheet feeders. In this case, the sheet metal plate is unwound from the coil automatically and fed to a cutting machine or press. At the start of the unrolling process, the material must be quickly and unambiguously identified. During the unrolling process, the sheet metal must be inspected for uniform unrolling to ensure precise processing during the subsequent cutting phase.
The safety sensors and controls from Leuze can easily be incorporated in machine processes and process flows, reliably safeguard these processes, and render them tamperproof. Our measuring sensors for loop control and edge control enable smooth process flows when feeding in sheet metal. Our switching sensors reliably detect the end of the coil.

Requirement:
Access to the point of operation is to be guarded by means of a safety light curtain. If the sensor can be reached under or stepped behind, then a further safety light curtain is required in order to detect these situations.
Solution:
The cascadable MLC 520 and MLC 520S safety light curtains allow up to 3 segments to be linked together. They are integrated in the control via a common connection. This makes installation easy and cost‑effective.
Requirement:
The specific requirements on the safety of mechanical and hydraulic presses are described in standard EN ISO 16092. To meet these requirements, the sequence of press movements must be monitored by a safety control.
Solution:
The basic modules of the MSI 400 safety controls already have 24 safe inputs/outputs. Additional inputs/outputs can be added as required. The special function library with tailored function blocks for the control and protection of presses make configuration quick and easy.

Requirement:
The point of operation at a press is to be guarded by an electro-sensitive protective device. The necessary distance between the protective device and point of operation is to be as small as possible.
Solution:
With various resolutions from 14 mm, the safety light curtains of the ELC 100 and MLC 500 series offer reliable finger and hand detection and thereby facilitate short safety distances. Through the optimized design, the ELC 100 and MLC 500 in the V-version are especially resistant to shock and vibration.

Requirement:
The blank cutting system cuts the material that is unwound from the endless band into so-called plates or blanks. To ensure that they are identical in shape and dimensions and within tolerance, the edge must be precisely controlled.
Solution:
With their high level of reproducibility of ± 0.03 mm, the GS 754B CCD fork photoelectric sensors ensure precise determination of the web edge. The devices can be flexibly integrated via analog output or serial interface.

Requirement:
In the cutting system, the cutting process must be decoupled from the belt transport. The sag of the loop is to be determined contact-free to communicate the necessary measurement values to the control for determining the haul-off speed.
Solution:
The sensors of the ODS 10 / 110 and ODSL 96 series, which operate according to the time-of-flight measurement principle (TOF), offer measurement ranges of several meters. They feature a high resolution and a high level of reproducibility. The devices can be flexibly integrated via analog output, serial interface and IO-Link.

Requirement:
To enable an automatic coil change before the material runs out, the diameter of the coil must be constantly monitored. Cost-intensive downtime can thereby be minimized.
Solution:
The measuring ultrasonic sensors of the DMU 300 / 400 series offer an especially large measurement range of up to 6,000 mm. The robust devices in plastic and full-metal versions are characterized by short response times and high resolutions. They are available with analog current or voltage output and IO-Link interface.