








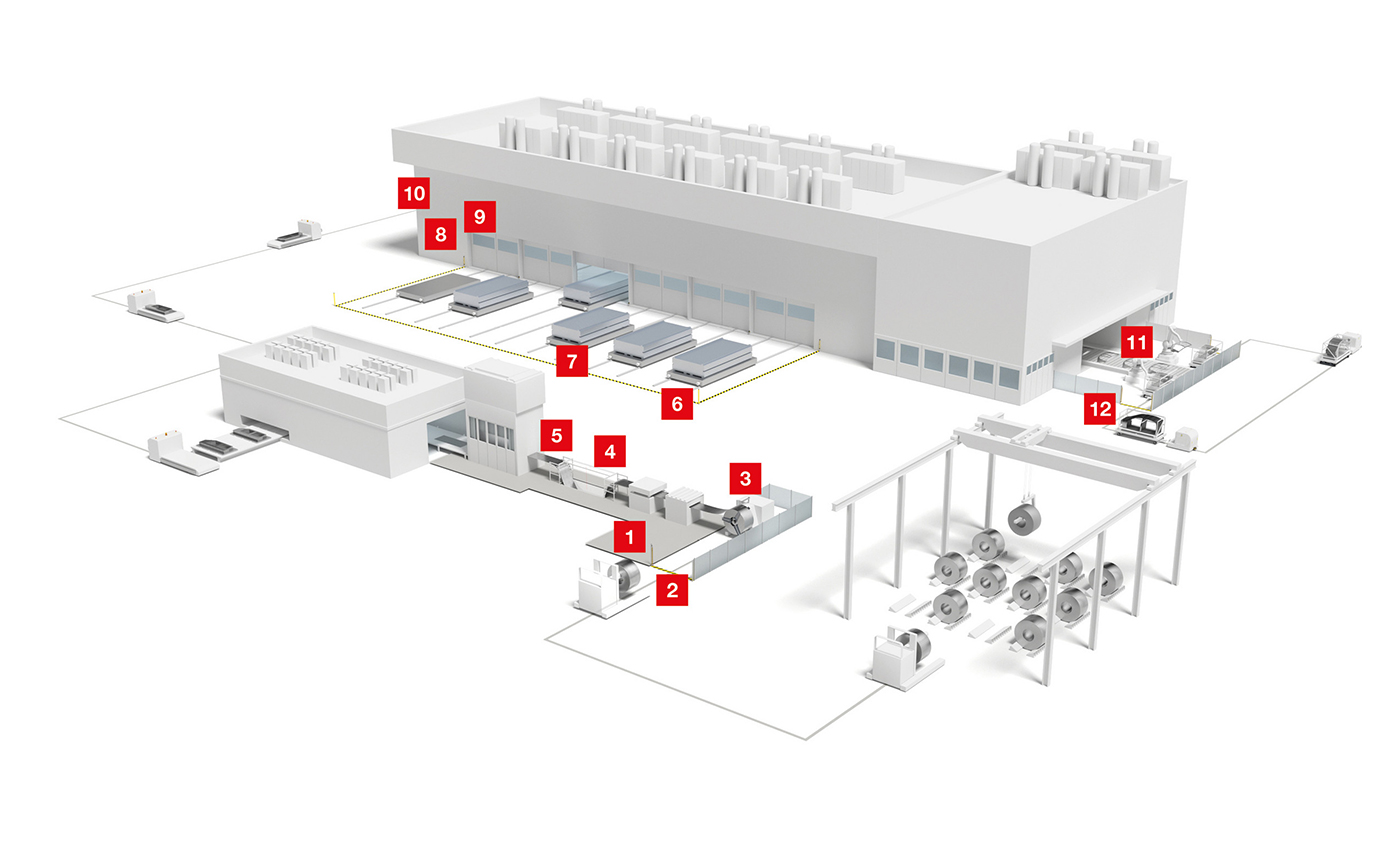
Das Presswerk
Von der Stahlrolle zum Auto.
Aus riesigen Stahlrollen - sogenannten Coils - werden in unterschiedlichen Arbeitsschritten Karosserieteile für die späteren Fahrzeuge gefertigt.
Ob beim Schneiden der Coils oder Stanzen, Pressen und in Form bringen der Platinen: auch unter rauen Umgebungsbedingungen begleiten und sichern Sensoren alle Fertigungsschritte.
Die Anwendungen sind so vielfältig wie unser darauf abgestimmtes Portfolio. Induktive und optische Sensoren prüfen und überwachen die Anwesenheit und die Position von Teilen. Ident-Systeme erfassen Daten für deren Rückverfolgbarkeit. An den Schneideanlagen liefern unsere Sensoren Messwerte zur Schlaufenregelung und zur Kantensteuerung.
Übersicht

Anforderung:
Die relevanten technischen Daten, wie z.B. Material und Materialdicke, sind codiert auf dem Coil abgelegt. Nach Entnahme der Coils aus dem Lager und vor Aufnahme in der Schneidemaschine, müssen diese Daten erfasst werden, um eine Rückverfolgbarkeit über die gesamte Prozesskette zu gewährleisten.
Lösung:
Die kamerabasierten Codeleser DCR 200i lesen alle gängigen 1D- und 2D- Codes, sind komfortabel zu parametrieren und dank unterschiedlicher Optiken einfach zu installieren. Kann die Position des 1D-Codes auf dem Coil variieren, kommen die Barcodeleser BCL 300i in der Variante mit Schwenkspiegel zum Einsatz.

Anforderung:
Die tonnenschweren Coils werden mittels Gabelstapler oder FTS der Schneideanlage zugeführt. Der Zugang zum Bereich des Anlegers der Schneidemaschine muss gesichert werden.
Lösung:
Die Sicherheits-Lichtvorhänge MLC 500 sind in vielfältigen Schutzfeldlängen und Auflösungen verfügbar und unterstützen durch kurze Sicherheitsabstände ein kompaktes Anlagendesign. Bei genügend Platz kommen alternativ die Mehrstrahl-Sicherheits-Lichtschranken MLD 500 zum Einsatz, die optional auch mit integrierten Muting-Funktionen erhältlich sind.

Anforderung:
Damit vor Materialende der automatische Rollenwechsel eingeleitet werden kann, muss der Durchmesser des Coils kontinuierlich überwacht werden. So werden kostenintensive Stillstände minimiert.
Lösung:
Die messenden Ultraschallsensoren der Serien DMU 300 / 400 bieten einen besonders großen Messbereich von bis zu 6.000 mm. Die robusten Geräte in Kunststoff- und Ganzmetallausführung zeichnen sich durch kurze Ansprechzeiten und hohe Auflösungen aus. Sie sind mit analogem Strom- oder Spannungsausgang und IO-Link-Schnittstelle verfügbar.

Anforderung:
In der Schneideanlage muss der Schneideprozess vom Bandtransport entkoppelt werden. Der Durchhang der Bandschlaufe ist kontaktlos zu bestimmen, um der Regelung die nötigen Messwerte zur Bestimmung der Abzugsgeschwindigkeit zu übermitteln.
Lösung:
Die nach dem Prinzip der Pulslaufzeitmessung (TOF, Time of Flight) arbeitenden Sensoren der Serien ODS 10 / 110 und ODSL 96 bieten Messreichweiten von mehreren Metern. Sie verfügen über eine hohe Auflösung und eine hohe Reproduzierbarkeit. Die Geräte sind über Analogausgang, serielle Schnittstelle und IO-Link flexibel integrierbar.

Anforderung:
Die Platinenschneideanlage zerteilt das vom Endlos-Band abgewickelte Material in sogenannte Plates oder Platinen. Damit diese in Form und Abmessungen identisch und innerhalb der Toleranzen bleiben, ist es notwendig die Kante exakt zu steuern.
Lösung:
Die CCD-Gabellichtschranken GS 754B sorgen mit ihrer hohen Reproduzierbarkeit von ± 0,03 mm für eine exakte Bestimmung der Bahnkante. Die Geräte sind über Analogausgang, serielle Schnittstelle oder IO-Link flexibel integrierbar.

Anforderung:
Bevor die Wagen in die Presse einfahren, ist zu prüfen, dass sich keine Personen vor den Toren befinden. Während der Einfahrt ist der Bereich seitlich von den Wagen zu sichern, damit keine Personen am Wagen vorbei ins Innere der Pressenstrasse gelangen können.
Lösung:
Mit seinen konfigurierbaren und umschaltbaren Schutzfeldern sichert der Sicherheits-Laserscanner RSL 400 den Bereich vor dem jeweiligen Tor ab. Mit seiner großen Reichweite von 8,25 m und zwei parallel arbeitenden Schutzfunktionen können mit nur einem Gerät zwei Eingangsbereiche gleichzeitig und unabhängig voneinander überwacht werden.

Anforderung:
Die Presswerkzeuge werden mittels Hallenkran in den Pressenvorraum gebracht und bei einem Werkzeugwechsel in die Presse eingefahren. Dabei ist der komplette Vorraum ein sicherheitskritischer Bereich. Der Zugang von Personen muss überwacht werden.
Lösung:
Die Mehrstrahl-Sicherheits-Lichtschranken der Baureihen MLD 500 bieten kostengünstige Zugangssicherungen für große Bereiche. Als SenderEmpfänger-Systeme mit Reichweiten von 70 m werden sie zusammen mit Spiegelsäulen eingesetzt und sichern so den gesamten Pressenvorraum.

Anforderung:
Das Wechselwerkzeug wird mittels Kran auf den Verfahrwagen aufgesetzt. Dabei ist der richtige Sitz zu kontrollieren, damit die automatische Verriegelung erfolgen kann.
Lösung:
Aus unserem breiten Portfolio induktiver Sensoren sind die Modelle IS / ISS 244 mit kubischer Bauform am besten geeignet. Die kompakten Sensoren lassen sich platzsparend und schnell einbauen. Seitlich gut sichtbare Statusanzeigen erleichtern die Inbetriebnahme und visualisieren Zustände.

Anforderung:
Die geschnittenen, teilweise schon gestanzten Platinen werden mittels Gabelstapler oder fahrerlosen Transportsystemen zur weiteren Verarbeitung zugeführt. Bevor die Abnahme der Teile erfolgen kann, muss geprüft werden, dass die Palette bzw. der Ladungsträger die Übergabeposition erreicht hat. Dies soll berührungslos erfolgen.
Lösung:
Die induktiven Sensoren der Baureihe IS 200 / 244 bieten hohe Leistung und große Funktionsreserve. Abhängig vom Einbauort und den notwendigen Tastweiten bieten sich sowohl zylindrische Bauformen mit 3fachem Schaltabstand aus der Baureihe IS 200 als auch die kubischen Bauformen IS / ISS 244 an.

Anforderung:
Während des Betriebs muss eine kontinuierliche Materialzufuhr gewährleistet werden. Wird die letzte Platine vom Roboter gegriffen oder ein festgelegter Füllstand des Platinenstapels unterschritten, soll automatisch Nachschub angefordert werden. Dazu ist die Stapelhöhe der Platinen zu überwachen.
Lösung:
Aus unserem breiten Portfolio schaltender und messender Abstandssensoren sind Geräte mit Pulslaufzeitmessung (TOF) besonders für größere Reichweiten geeignet. Hierzu zählen die schaltenden Sensoren HT 10, welche die Unterschreitung einer definierten Stapelhöhe überwachen, und die messenden Sensoren ODS 10, welche die Höhe des Stapels bestimmen.

Anforderung:
Der Vakuum-Greifer am Roboterarm entnimmt automatisch das jeweils oberste Teil der gestapelten Platinen und platziert es auf die Fördertechnik der Pressenstrasse. Um Fehler im Prozess zu vermeiden, muss über die gesamte Länge der Platine erkannt werden, ob das darunter liegende Teil – z.B. durch Adhäsionswirkung – mit angehoben wird.
Lösung:
Die schaltenden Lichtgitter CSL 700 überwachen die gesamte Fläche der Platine. Je nach Anforderung sind die Geräte in unterschiedlichen Längen und Auflösungen verfügbar. Die Kombination aus integrierter IO-Link-Schnittstelle und frei programmierbaren Schaltausgängen sorgt für eine einfache Integration in die Anlage.

Anforderung:
Am Ende der Pressenstrasse werden die fertig geformten Blechteile automatisch entnommen und zur Weiterverarbeitung auf Transportwagen geladen. Zur Steuerung des Greifroboters muss die Anwesenheit der Teile auf dem Gurtförderer kontrolliert werden.
Lösung:
Aus unserem breiten Portfolio schaltender Sensoren vereint die Serie HT 25C überdurchschnittliche Funktionsreserve mit kompakter Baugröße. Teile mit glänzender und auch dunkler oder strukturierter Oberfläche werden sicher detektiert. Die Geräte sind als Rotlicht und Infrarot-Ausführungen verfügbar.

Anforderung:
Die fertigen Blechteile werden in fahrbaren Racks gelagert, die z.B. von automatischen Routenzügen oder FTS zur weiteren Verarbeitung in den Rohbau transportiert werden. Damit das Rack der richtigen Verwendung zugeführt wird, ist der am Rack angebrachte Identifikations-Code zu lesen.
Lösung:
Abhängig von der Anbringung des Codes und der Leseentfernung dekodiert ein BCL 300i als Rasterscanner den Code und überträgt die Daten zur SPS oder zum Materialflussrechner. Bei großen Positionstoleranzen des Etiketts werden Gerätevarianten mit integriertem Schwenkspiegel eingesetzt.