

")

")
")
")



Lagersystem mit Regalbediengerät
Flexible Lagersysteme liefern einen wesentlichen Beitrag bei der Automatisierung von Fertigungsabläufen. Dabei ist in Hochregallagern die Leistungsfähigkeit der Regalbediengeräte besonders wichtig. Sie übernehmen die automatische Ein- und Auslagerung von Materialien wie beispielsweise Bleche und Langgut. Ihre Geschwindigkeit und Zuverlässigkeit sind daher maßgebend für Gesamtleistung und die Verfügbarkeit der Anlagen.
Unsere Sensorlösungen ermöglichen eine optimale Funktion der Regalbediengeräte. Sie ermitteln Positionsdaten im Fahr- und Hubbereich und übertragen Fahrbefehle und Positionsdaten auf optischem Weg an die Steuerung. Zudem übernehmen unsere Sensoren die Fachbelegkontrolle und vermeiden den Durchschub von Material. So werden der zuverlässige Betrieb und eine hohe Verfügbarkeit der Anlage gewährleistet.
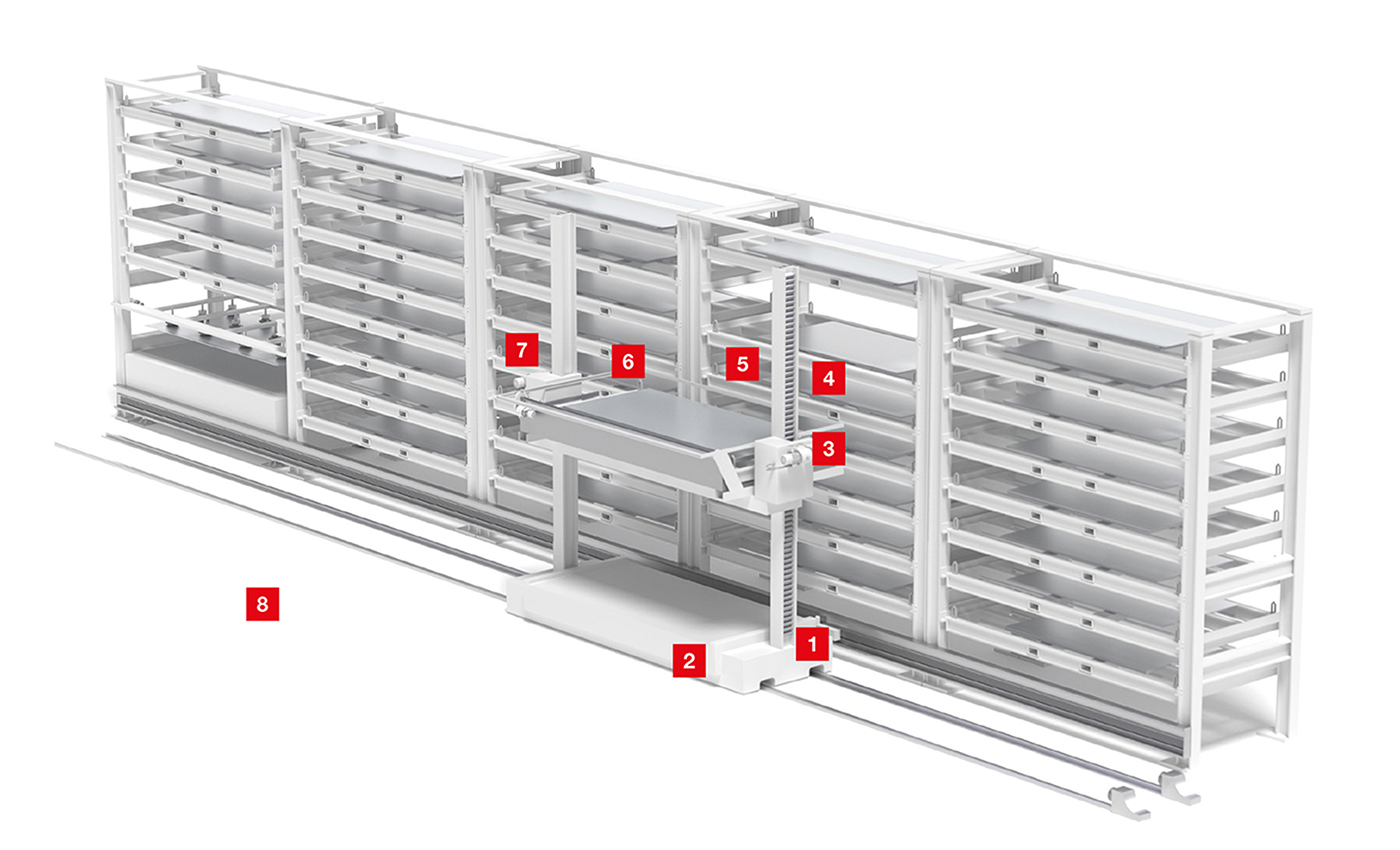
[01] Positionierung (linear)

Anforderung:
Das Regalbediengerät bzw. das Last aufnahmemittel muss entsprechend der anzufahrenden Palette in x-Richtung (Fahrachse) und y-Richtung (Hubachse) positioniert werden.
Lösung:
Die kompakten Barcode-Positioniersysteme BPS 300i ermöglichen die exakte Positionierung. Schnittstellen für Feldbusse, industrielles Ethernet sowie SSI oder serielle Anbindungen machen die Integration in die Steuerung einfach und flexibel. Genauso einfach sind Konfiguration und Diagnose der Geräte.
[02] Positionierung (linear)/ Datenübertragung

Anforderung:
Das Regalbediengerät bzw. das Lastaufnahmemittel muss entsprechend in x-Richtung (Fahrachse) und y-Richtung (Hubachse) positioniert werden. Fahrbefehle und Positionsdaten sollen optisch an die Steuerung übertragen werden, um eine hohe Verfügbarkeit der Anlage zu gewährleisten.
Lösung:
Für die exakte Positionierung kommen die Laserdistanzmessgeräte AMS 300i zum Einsatz. Die Datenübertragungs-Lichtschranken DDLS 500i arbeiten ohne Versatz direkt neben den AMS 300i Geräten störungsfrei. Wählbare Reichweiten, Schnittstellen und Protokolle sorgen für optimale Lösungen.
[03] Fachfeinpositionierung in x- und y-Achse

Anforderung:
Nach erfolgter Grobpositionierung werden zur Fachfeinpositionierung eines Regalbediengerätes in horizontaler (X) und vertikaler (Y) Richtung noch weitere optische Sensoren eingesetzt.
Lösung:
Die kamerabasierten IPS 200i sind prädestiniert für die Fachfeinpositionierung. Kleinste Baugröße, einfache Bedienung und Konfiguration über den integrierten Webserver sind einige Highlights der Serie. Über die integrierte Ethernet TCP/IP bzw. PROFINET-Schnittstelle werden die Daten an die Steuerung übertragen.
[04] Fachfeinpositionierung in x- Achse

Anforderung:
Vor der Übergabe des Materials ist die korrekte Position des Lastaufnahmemittels vor dem Lagerplatz in horizontaler und vertikaler Richtung zu prüfen (Fachfeinpositionierung). Dies soll durch optisches Antasten des Stehers oder der Riegelkante erfolgen.
Lösung:
Die Reflexionslichttaster mit Hintergrundausblendung HT 46C sorgen für die Positionierung des Lastaufnahmemittels. Unterschiedlichste Profilarten sowie farbige und glänzende Oberflächen werden sicher erkannt. Durch den optimierten Strahlverlauf arbeiten die Sensoren auch bei Stehern mit Löchern zuverlässig.
[05] Fachbelegkontrolle/ Durchschubsicherung

Anforderung:
Bevor eine Palette oder eine Kassette in ein Regalfach eingelagert werden kann, muss überprüft werden, dass das Regalfach leer ist. Beim Auslagern hin gegen muss überwacht werden, das beim Einfahren des Teleskoparmes oder der Gabel das eingelagerte Material nicht in die falsche Richtung geschoben wird.
Lösung:
Die Sensoren ODS 9, ODS / HT 10 und HT 110 erkennen die Kassette aufgrund ihres fokussierten Lasers in einer Reichweite von bis zu acht Metern. Bei schaltenden Produktvarianten kann mithilfe der Fenster-Funktion die Bewegung der Kassette erkannt werden.
[06] Anwesenheitskontrolle

Anforderung:
Bei einer Materialbewegung wird bspw. die Kassette mit den Blechen auf Anwesenheit geprüft. Insbesondere nach dem Auslagern muss überprüft werden, dass das Lastaufnahmemittel das Material vollständig eingezogen hat, damit Kollisionen und Stillstandszeiten vermieden werden.
Lösung:
Die Baureihe 3 zeichnet sich neben hohen Reichweiten und vergrößerten Funktionsreserven auch durch ein einfaches Handling aus. Damit stehen die Geräte für sichere Objekterkennung auch bei dünnen Blechen. Mit optionaler IO-Link-Schnittstelle stehen weitere Vorteile wie eine schnelle Inbetriebnahme und Diagnosefunktionen zur Verfügung.
[07] Überstandskontrolle

Anforderung:
Nach Aufnahme bspw. einer Kassette auf das Lastaufnahmemittel soll überprüft werden, ob die Kassette oder Material noch übersteht und dadurch eine Kollision verursacht werden könnte. Ein optischer Sensor soll hier eine große Fläche am Lastaufnahmemittel überwachen und für einen zuverlässigen Betrieb sorgen.
Lösung:
Die schaltenden Lichtvorhänge CSL 710 überwachen große Flächen und überzeugen durch einfache Parametrierung und große Funktionsreserven. Verschiedene Befestigungsmaterialien ermöglichen die optimale Integration. Alternativ stehen die messenden Lichtvorhänge CML 700i mit integrierter PROFINET oder PROFIBUS-Schnittstelle zur Verfügung.
[08] Zugangssicherung an Förderstrecken

Anforderung:
Die Zugangssicherung an Förderstrecken soll den Zutritt von Personen zu dem Gefahrenbereich verhindern und gleichzeitig die Durchfahrt des Förderguts ermöglichen.
Lösung:
Die Muting-Funktion überbrückt den Sicherheits-Sensor in kontrollierter Weise für die Durchfahrt des Förderguts. Diese Funktion ist in den Mehrstrahl-Sicherheits-Lichtschranken MLD 500 und den Sicherheits-Lichtvorhängen MLC 500 bereits integriert. Eine externe Muting-Steuerung bietet das Muting-Interface MSI-MD-FB und die Sicherheits-Steuerung MSI 400.