








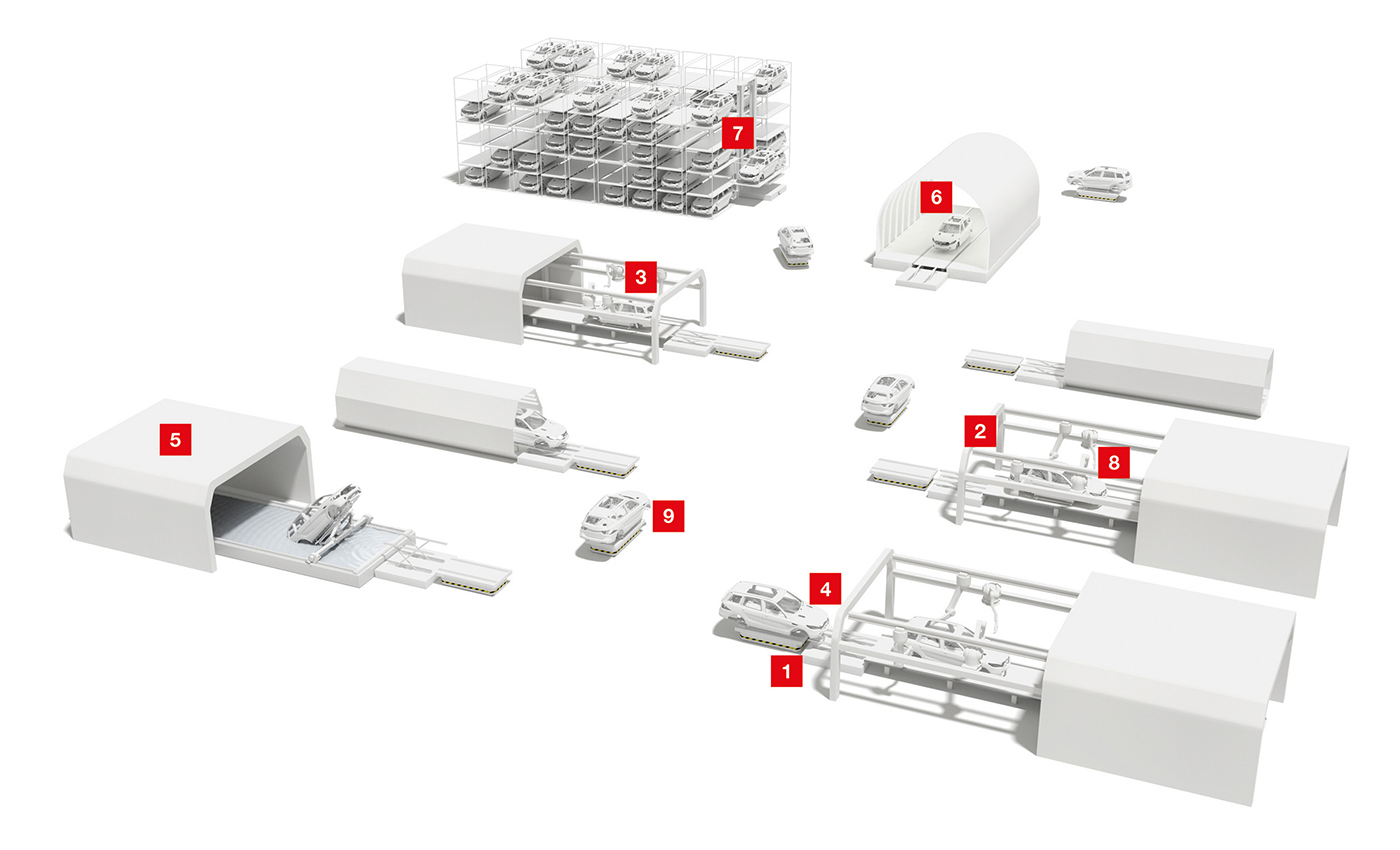
Die Lackieranlage
Bevor die Farbe ins Spiel kommt, werden mehrere Vorbehandlungsprozesse durchlaufen. Beginnend mit der Reinigung folgen im Anschluss die Phosphatierung, das KTL-Bad, die Trocknung und dann die eigentliche Lackierung der Karosserien. Die abschließende Qualitätskontrolle garantiert ein perfektes Ergebnis.
Bei der Neugestaltung von Lackieranlagen sind häufig flexible Fertigungsabläufe gefragt. Der klassische, serielle Ablauf wird z.B. durch skalierbare, an die Produktionskapazitäten anpassbare, Konzepte ersetzt.
Abhängig vom gewählten Konzept und der verwendeten Fördertechnik, werden neben Sensoren für die Maschinensicherheit und Identifikation auch solche für die Positions- und Konturkennungen benötigt. Innerhalb von Lackierkabinen oder in der Umgebung von KTL-Bädern müssen Sensoren neben einer hohen IP-Schutzart auch eine EX-Kennzeichnung für den Einsatz in explosionsgefährdeten Bereichen aufweisen.
Übersicht

Anforderung:
Werden Sensoren innerhalb von Lackierkabinen oder der Umgebung des KTL-Bads eingesetzt, müssen sie neben robustem Aufbau und hoher IP-Schutzart auch über eine EX-Kennzeichnung für den Einsatz in explosionsgefährdeten Bereichen verfügen.
Lösung:
Wir bieten Geräte mit EX-Kennzeichnung für verschiedene Anwendungsbereiche:
— Messende Lichtgitter CML 700
— Sicherheits-Lichtvorhänge MLC 500
— Messende Sensoren Serie ODS
— Schaltende Sensoren Serie 46
— RFID-Lösungen RFM 32

Anforderung:
Die Position des SKIDs muss exakt bestimmt werden, damit die nachfolgenden Arbeitsschritte abgestimmt und synchronisiert werden können.
Lösung:
Je nach Einbausituation eignen sich induktive Sensoren mit zylindrischer oder kubischer Bauform. Die robusten Geräte der Serien IS 230 und IS / ISS 244 zeichnen sich durch erhöhte Tastweiten und LED-Statusanzeigen aus.

Anforderung:
Zur Positionierung und Synchronisierung der Lackierroboter muss der Karosserie-Typ erkannt werden. Die Karosserien unterscheiden sich z. B. im Bereich der A- und B-Säulen in Aufbau und Abmessungen. Diese Merkmale sollen zur Erkennung genutzt werden.
Lösung:
Die messenden Lichtvorhänge CML 700i bestimmen z. B. die Abstände zwischen A- und B-Säulen oder die unterschiedlichen Breiten der Fensteröffnungen. Die Ergebnisse dieser Messungen dienen zur Bestimmung der Karosserie-Typen und damit zur Steuerung und Synchronisierung der Lackierroboter.

Anforderung:
Der Zugang zur Lackierkabine oder zum KTL-Bad soll gesichert werden. Gleichzeitig soll die Sicherheits-Sensorik den Transport der Karosserien in diese Bereiche ermöglichen und auch bei wechselnden Karosserie-Formaten zuverlässig arbeiten. Zudem ist der Schließzustand der Pendelklappen zu überwachen.
Lösung:
Die SicherheitsLichtvorhänge MLC 530 SPG mit Smart Process Gating benötigen keine zusätzlichen Muting-Sensoren zur Überbrückung für das Fördergut. Die platzsparende Lösung garantiert hohe Verfügbarkeit und hohen Manipulationsschutz. Das Partielle Gating überwacht mit den oberen Strahlen des Sicherheits-Lichtvorhangs gleichzeitig auch die Pendelklappen.

Anforderung:
Werden auf einem SKID unterschiedliche Karosserien gefördert und benötigt der Arbeitsprozess zur Synchronisation den exakten Anfangspunkt der Karosserie, muss dieser kontaktlos erfasst werden.
Lösung:
Optimal sind unsere Abstandssensoren ODS 10 / HT 10 in messender oder schaltender Ausführung. Sie arbeiten nach dem Prinzip der Pulslaufzeitmessung (TOF, Time of Flight) und eignen sich mit einer Reichweite von 8 m besonders für Anwendungen über größeren Distanzen.
")
Anforderung:
Der Fahrweg des FTS ist durch Sicherheitssensoren zu sichern. Die Schutzfelder sollen dabei flexibel an die Fahr- und Beladesituation angepasst werden. Wird das Prinzip der Natural Navigation verwendet, soll das Gerät gleichzeitig die Messdaten für die Navigationssoftware bereitstellen.
Lösung:
Die Sicherheitslaserscanner RSL 400 vereinen Sicherheitstechnik und hochwertige Messwertausgabe in einem Gerät. Sie verfügen über einen Scanbereich von 270° und 100 umschaltbare Feldpaare. So wird das FTS mit 2 Scannern optimal gesichert. Die Messdaten besitzen eine hohe Winkelauflösung von 0,1° und einen geringen Messfehler.

Anforderung:
Das SKID oder die Karosserie müssen identifiziert werden, damit Prozessparameter, wie z. B. der Farbauftrag in der Lackierkabine korrekt eingestellt werden können. Der Datenträger muss dabei Temperaturen von 200 °C standhalten.
Lösung:
Die RFID-Systeme der Serie RFM arbeiten im Frequenzband von 13,56 MHz und sind je nach geforderter Reichweite mit unterschiedlichen Antennen erhältlich. Transponder mit verschiedenen Geometrien und spezielle, lackverträgliche Hochtemperatur-Transponder für Temperaturen bis 250 °C sind passend zum Frequenzband verfügbar.

Anforderung:
Haben Zubehörteile und Anbauteile den Lackierprozess nicht gemeinsam durchlaufen, müssen sie für eine korrekte Zuordnung identifiziert werden.
Lösung:
Die kamerabasierten Codeleser DCR 200i sind durch ihr kompaktes Gehäuse flexibel integrierbar. Für besonders große Leseabstände bei gleichzeitig großer Tiefenschärfe werden die Barcodeleser BCL 500i eingesetzt.

Anforderung:
Automatisierte Pufferlager im Lackierbereich stellen ähnliche Anforderungen an die Sensorik wie im Rohbau. Beispiele sind die Ermittlung von Positionsdaten im Fahr- /Hubbereich und deren optische Übertragung. Auch die Fachbelegtkontrolle und die Anwesenheitskontrolle des SKIDs im Heber sind typische Anwendungen.
Lösung:
Das Positionieren der x- /y-Achse wird mit dem LaserEntfernungsmesser AMS 300i realisiert. Für die optische Datenübertragung bis 100 MBit und 200 m Entfernung stehen die Datenübertragungs-Lichtschranken DDLS 500i und für die Fachbelegtkontrolle die Sensoren der Serie 10 zur Verfügung. Die Anwesenheitsprüfung übernehmen induktive Sensoren.

Anforderung:
Der Vakuum-Greifer am Roboterarm entnimmt automatisch das jeweils oberste Teil der gestapelten Platinen und platziert es auf die Fördertechnik der Pressenstrasse. Um Fehler im Arbeitsprozess zu vermeiden muss über die gesamte Länge der Platine erkannt werden, ob das darunter liegende Teil – z.B. durch Adhäsionswirkung – mit angehoben wird.
Lösung:
Die schaltenden Lichtgitter CSL überwachen die gesamte Fläche der Platine. Je nach Anforderung sind die Geräte in unterschiedlichen Längen und Auflösungen verfügbar. Die Kombination aus integrierter IO-Link-Schnittstelle und frei programmierbaren Schaltausgängen sorgt für eine einfache Integration in die Anlage.

Anforderung:
Während des Betriebs muss ein kontinuierliche Materialzufuhr gewährleistet werden. Wird die letzte Platine vom Roboter gegriffen oder ein festgelegter Füllstand des Platinenstapels unterschritten, soll automatisch Nachschub angefordert werden. Dazu ist die Stapelhöhe der Platinen zu überwachen.
Lösung:
Es steht ein breites Angebot an schaltenden oder messenden Abstandssensoren bereit. Eine gute Wahl sind der HT 10 als schaltender Sensor, der die Unterschreitung einer definierten Stapelhöhe überwacht. Oder der ODS 10 als messender Sensor zur Bestimmung der Stapelhöhe. Beide verwenden die Pulslaufzeitmessung (ToF) für die geforderte Reichweite. Die richtigen Kabel, Befestigungs-/ und Montagezubehör ist selbstverständlich ebenfalls vorhanden.

Anforderung:
Am Ende der Pressenstrasse werden die fertig geformten Blechteile automatisch entnommen und zur Weiterverarbeitung auf Transportwagen geladen. Zur Steuerung des Greifroboters muss die Anwesenheit der Teile auf dem Gurtförderer kontrolliert werden.
Lösung:
Die Serie HT 25C aus dem breiten Portfolio schaltender Sensoren ist geeignet. Glänzende Teile, wie auch dunkle Teile werden sicher detektiert. Alternativ gibt es Rot-/ oder Infrarot Varianten zu Wahl.

Anforderung:
Die fertigen Blechteile werden in fahrbaren Racks gelagert, die z.B. von automatischen Routenzügen oder FTS zur weiteren Verarbeitung in den Rohbau transportiert werden. Damit das Rack der richtigen Verwendung zugeführt wird, ist der am Rack angebrachte Code zur Identifikation zu lesen.
Lösung:
Abhängig von der Anbringung des Codes und der Leseentfernung, dekodiert ein BCL 300i als Rasterscanner den Code und überträgt die Daten zur SPS oder zum Materialflussrechner. Bei großen Positionstoleranzen des Etiketts werden Gerätevarianten mit integriertem Schwenkspiegel eingesetzt.