








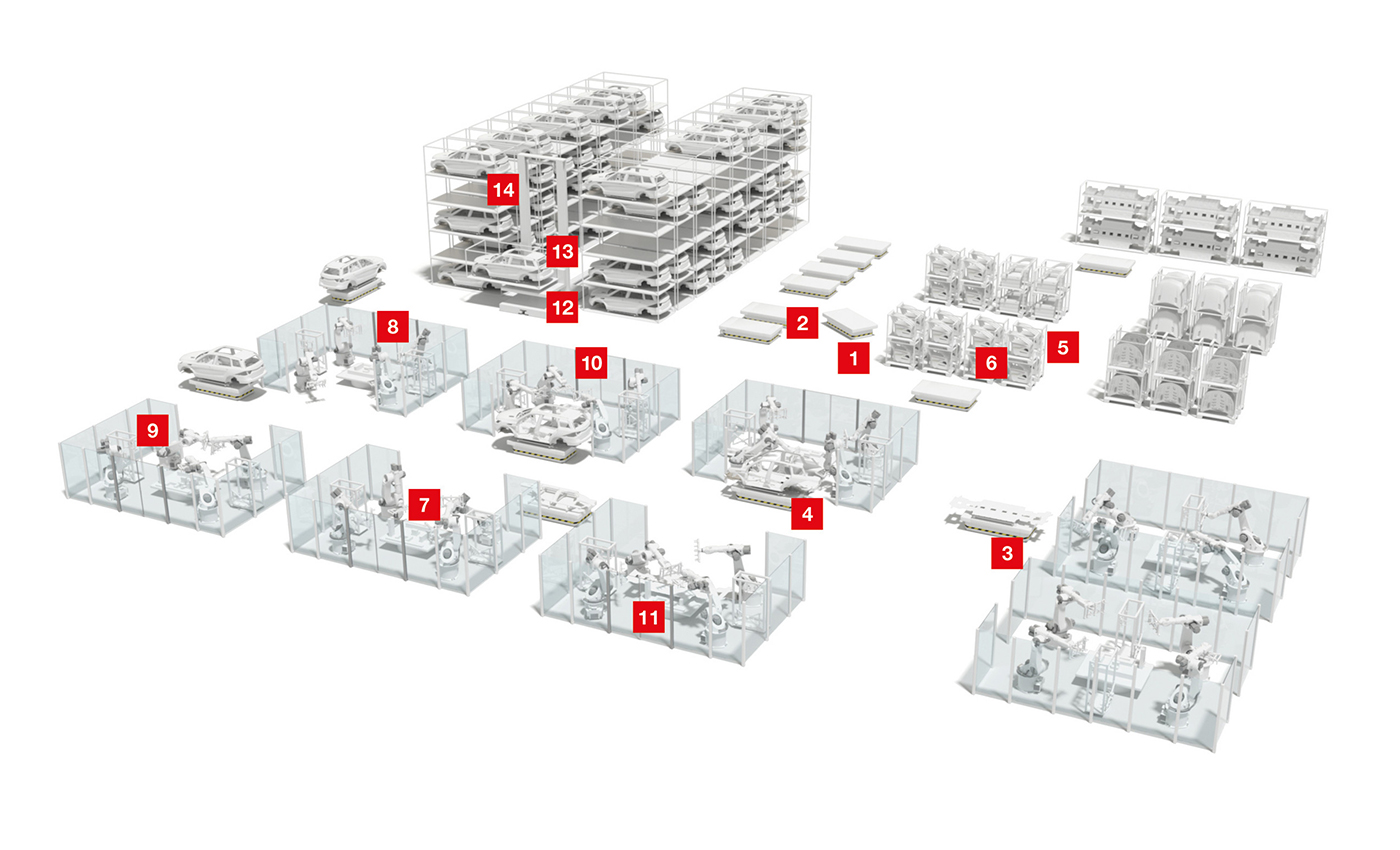
Der Rohbau
Hunderte Einzelteile werden zu einer Karosse zusammengefügt.
Der Karosseriebau ist der am stärksten automatisierte Bereich in der Automobilfertigung. Schweißen, Bördeln und Lasern, aber auch Nieten und Schrauben und immer häufiger Kleben sind typische Arbeitsprozesse. Roboterzellen, kollaborative Roboter und Fördertechniksysteme wie SKIDs oder Elektrohängebahnen bestimmen die Abläufe.
Die Fabrik der Zukunft zeichnet sich durch noch flexiblere Fertigungskonzepte aus. Eine hohe Variantenvielfalt, die Materialbereitstellung just in time und das Abfedern von Spitzenauslastungen sind gefordert. Lagerbereiche und Produktion werden getrennt. Die Montage erfolgt in flexiblen Zellstrukturen. Dazwischen übernehmen fahrerlose Transportsysteme (FTS) den Materialtransport.
Das Anwendungsspektrum unserer Sensoren im Rohbau ist vielfältig. Sicherheits-Laserscanner sichern FTS und liefern Daten für deren Navigation. Sensoren für die Anwesenheits- und Positionskontrolle sorgen für reibungslose Abläufe und unsere Sicherheits-Sensoren gewährleisten die notwendige Maschinensicherheit.
Übersicht

Anforderung:
Der Fahrweg des FTS ist durch Sicherheitssensoren zu sichern. Die Schutzfelder sollen dabei flexibel an die Fahr- und Beladesituation angepasst werden. Wird das Prinzip der Natural Navigation verwendet, soll das Gerät gleichzeitig die Messdaten für die Navigationssoftware bereitstellen.
Lösung:
Die Sicherheits-Laserscanner RSL 400 vereint Sicherheitstechnik und hochwertige Messwertausgabe in einem Gerät. Er verfügt über einen Scanbereich von 270° und 100 umschaltbare Feldpaare. So wird das FTS mit 2 Scannern optimal gesichert. Die Messdaten besitzen eine hohe Winkelauflösung von 0,1° und einen geringen Messfehler.

Anforderung:
Ein FTS muss sich sicher und effizient im Raum bewegen. Oftmals stellen jedoch weitläufige Produktions- und Lagerbereiche eine Herausforderung dar. Für die Integration in flache Fahrzeuge sind zudem viele Sensoren aufgrund ihrer Abmessungen ungeeignet.
Lösung:
Eine kontrastreiche Spur auf dem Untergrund bildet die Route für die FTS. Der optische Spurführungssensor OGS 600 erkennt mittels Kantendetektion die Spur und sendet Steuerungssignale an den Antrieb des Fahrzeugs. Sein Mindestabstand vom Boden beträgt lediglich 10 mm.

Anforderung:
Der Zugang zum Lagerbereich soll durch optoelektronische Sicherheitssensoren gesichert werden, ohne die Bewegungsmöglichkeiten im Arbeitsbereich einzuschränken.
Lösung:
Der Sicherheits-Laserscanner RSL 400 wird oberhalb des Zugangsbereiches installiert und das Schutzfeld vertikal ausgerichtet. So wird der Arbeitsbereich nicht beeinflusst. Durch zwei eigenständige Schutzfunktionen kann ein RSL 400 zwei Zugänge gleichzeitig überwachen. Die Netzwerkintegration erfolgt einfach über PROFINET-/PROFIsafe-Schnittstellen.

Anforderung:
Im Betrieb muss die Materialzufuhr jederzeit gewährleistet sein. Läuft ein Teil des Lagers leer, wird auf die Entnahme vom Nachbarort geschwenkt und die Wiederbefüllung beauftragt. Der Füllstand des Lagers ist kontinuierlich zu überwachen und die Sensorik muss durch mechanische / räumliche Gegebenheiten über größere Distanzen zuverlässig arbeiten.
Lösung:
Die messenden Sensoren ODS 10 oder – für höhere Auflösungen – ODKL 96 und die schaltenden Sensoren der Serie HT 10 liefern auch über mehrere Meter hinweg stabile Ergebnisse. Auch glänzende und spiegelnde Oberflächen werden sicher detektiert.

Anforderung:
Codierte Informationen am SKID müssen kontaktlos erfasst werden, um den Fertigungsverlauf zu verfolgen. Dabei ist auf genügend Abstand zwischen Sensor und SKID/ FTS zu achten, damit der Fahrweg des FTS nicht behindert wird.
Lösung:
Zur Lesung codierter Informationen eignen sich die Barcode und RFIDTechnik. Die Barcode-Technik leitet die gelesenen Daten an eine zentrale Datenbank weiter. Eine dezentrale Automatisierung setzt jedoch auch das Schreiben von Daten voraus. Hier kommt die RFID-Technik zum Einsatz: mit den RFID-Schreib/Lesegeräten RFM 32 oder – für größere Reichweiten – RFM 62.

Anforderung:
Die Anwesenheit von Bauteilen sowie Formen, Löchern und Aussparungen oder weiterer besonderer Merkmale sind vor dem Fügen und Bearbeiten zu detektieren. Oftmals muss die Detektion aus sicherer Entfernung heraus erfolgen.
Lösung:
Die Reflexionslichttaster mit Hintergrundausblendung HT 3 für kürzere Reichweiten und HT 46C für längere Reichweiten sorgen für eine zuverlässige Anwesenheitskontrolle. Modelle mit unterschiedlichen Lichtfleckgeometrien bieten eine optimale Anpassung an die Anwendung. Verfügbar sind flexible Befestigungen, Kabel und IO-Link-Varianten.

Anforderung:
Für den jeweiligen Arbeitsschritt ist eine Typprüfung notwendig. Diese erfolgt durch das Erkennen von Strukturteilen in unterschiedlichen Varianten. Da die Prüfungen während des laufenden Arbeitsprozesses stattfinden sollen, müssen die Sensoren außerhalb der Roboterarbeitsbereiche installiert werden.
Lösung:
Die kompakten messenden und schaltenden TOF-Sensoren ODS 110 / HT 110 eignen sich für beengte Einbausituationen. Sie bieten eine Reichweite von bis zu 5 m. Für größere Reichweiten kommen die Geräte ODS 10 / HT 10 zum Einsatz.

Anforderung:
Bereiche mit gefährlichen Bewegungen können zu Wartungszwecken über Schutztüren betreten werden. Kommt die Bewegung nach Öffnen der Tür nicht umgehend zum Stillstand, ist die Tür durch einen Sicherheits-Schalter mit Zuhaltung zu sichern. Arbeits- und Sicherheitszustände sollen signalisiert werden.
Lösung:
Die robusten Sicherheits-Schalter mit Zuhaltung der LBaureihe verriegeln Schutztüren bis zur Freigabe über ein elektrisches Signal. Neben Standard-Varianten sind Geräte mit integrierten Bedientasten und Not-Halt sowie mit RFID-kodiertem Betätiger verfügbar. Optische und akustische Signalgeber der A7-Baureihe ergänzen die integrierten LED-Zustandsanzeigen.

Anforderung:
Der Gefahrbereich des Roboters und der Arbeitsbereich der Übergabestation sollen während des gesamten Prozesses gegen Zugang von Personen gesichert werden. Dabei soll das Fahrzeug den Arbeitsbereich vollautomatisch befahren und verlassen können.
Lösung:
Die Sicherheitslösung für Roboter / FTS-Übergabestationen sichert den gesamten Bereich der Übergabestation durch Sicherheits-Laserscanner ab. Bei Durchfahrt des Fahrzeugs passt sich das Schutzfeld dynamisch an die Position des Fahrzeugs an, indem der Umriss des FTS aus dem Schutzfeld ausgeblendet wird.

Anforderung:
Zur Qualitäts- und Vollständigkeitskontrolle sind Formen oder Merkmale zu erfassen und je nach Aufgabenstellung auf Toleranz, Genauigkeit, Maßhaltigkeit sowie Vollständigkeit zu prüfen. Die Übertragung von Koordinaten und Parametern soll wahlweise über digitale Ein-/Ausgänge oder serielle Schnittstellen erfolgen.
Lösung:
Die Smart Kamera LSIS 462i bietet neben BLOB-Analyse und Code-Lesung auch die Möglichkeit zur Messung von Abständen und geometrischen Formen (Kreisen, Linien und Kanten) unter einer Bedienoberfläche. Acht frei programmierbare Ein-/Ausgänge und eine Industrial-Ethernet-Schnittstelle stehen zur Kommunikation bereit.

Anforderung:
Damit das FTS die Fahrt zum nächsten Arbeitsplatz aufnehmen kann, muss die Anwesenheit und die korrekte Positionierung der Karosserie auf dem FTS geprüft werden. Dazu ist ein markantes Karosserieteil in einem genau definierten Abstand zu erkennen.
Lösung:
Die kostengünstigen Reflexionstaster mit Hintergrundausblendung der Serie HT 25C bestechen auch bei glänzenden Materialien durch ihre hohe Detektionssicherheit. Varianten mit Rotlicht, Infrarot und Laser der Schutzklasse 1 sowie unterschiedliche Lichtfleckgrößen, ermöglichen die optimale Anpassung an die Anforderungen.

Anforderung:
Das Regalbediengerät bzw. der Heber müssen entsprechend der anzufahrenden Palette in x-Richtung (Fahrachse) und y-Richtung (Hubachse) positioniert werden. Fahrbefehle und Positionsdaten sollen optisch an die Steuerung übertragen werden, um eine hohe Verfügbarkeit der Anlage zu gewährleisten.
Lösung:
Für die exakte Positionierung kommen die Laserdistanzmessgeräte AMS 300i oder die Barcodepositioniersysteme BPS 300i zum Einsatz. Die Datenübertragungs-Lichtschranken DDLS 500i arbeiten ohne Versatz direkt neben den AMS 300i Geräten störungsfrei. Wählbare Reichweiten, Schnittstellen und Protokolle sorgen für optimale Lösungen.

Anforderung:
Zur Kontrolle, ob der Heberauslauf frei ist, ist die Anwesenheit des SKID oder der Karosserie auf dem Heber zu überprüfen.
Lösung:
Hier eignen sich induktive Sensoren. Da SKID und Hebertoleranzen auszugleichen sind, empfehlen sich Sensoren mit großem Tastabstand, z. B. die kubischen Bauformen IS / ISS 244 oder die zylindrischen Bauformen mit 3-fachem Schaltabstand aus der Baureihe IS 200.

Anforderung:
Bevor eine Karosserie vom Heber in ein freies Fach abgesetzt werden darf, ist zu kontrollieren, ob das Fach frei oder belegt ist. Um unterschiedliche Karosserien einlagern zu können, soll das SKID zur Detektion verwendet werden.
Lösung:
Für Reichweiten bis 2,5 m kommen die kompakten Lichttaster HRT 25 LR zum Einsatz. Sind größere Reichweiten gefordert, eignen sich die messenden Abstandssensoren ODS 10 oder die schaltenden Lichttaster HT 10.