








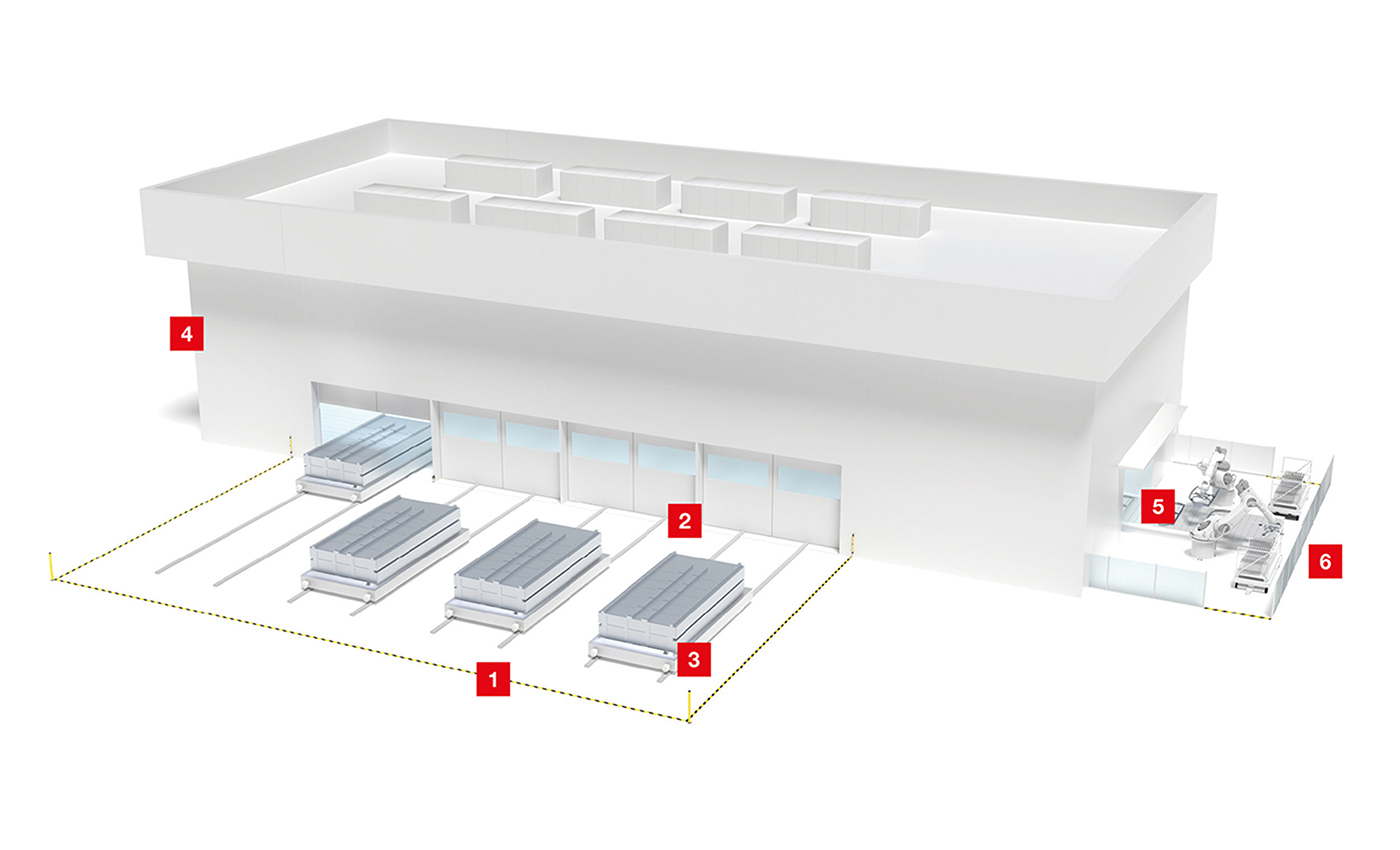
Press line
Made from massive steel rolls – known as coils – molded parts, such as car body parts, are produced in various work steps. Whether for cutting the coils or punching, pressing and shaping the blanks: our sensors accompany and safeguard all manufacturing steps, even under harsh environmental conditions.
The applications are as diverse as our product range, which is tailored to these applications. Our inductive and optical sensors check and monitor the presence and position of parts. Our identification systems record data to ensure the traceability of those parts. And at the cutting systems, our sensors supply measurement values for loop control and edge control.
[01] Access guarding on press lines

Requirement:
The press tools are bought to the press anteroom with gantry cranes and positioned in the press during a tool change. During this process, the entire anteroom is a safety-critical area. The access of persons must be monitored.
Solution:
The multiple light beam safety devices of the MLD 500 series offer economical access guarding for large areas. As transmitter-receiver systems with operating ranges of 70 m, they are used together with mirror columns and thereby safeguard the entire press anteroom.

Requirement:
Before the carriages move into the press, a check must be performed to ensure that no persons are in front of the gates. During entry, the area to the side of the carriages is to be secured to prevent persons from entering the press line alongside a carriage.
Solution:
With its configurable and switchable protective fields, the RSL 400 safety laser scanner secures the area in front of the respective door. With its large operating range of 8.25 m and two parallel protective functions, two entrance areas can be simultaneously monitored independent of one another with just one device.

Requirement:
The fitting tool is positioned on the shuttle carriage by means of a crane. In doing so, the proper seating is to be checked so that automatic locking can occur.
Solution:
The IS / ISS 244 models with cubic design are the best suited from our wide range of inductive switches. The compact sensors can be installed quickly and in a space-saving manner. Status indicators that are easily visible from the side simplify commissioning and visualize states.

Requirement:
During operation, a continuous material infeed must be ensured. If the last blank is gripped by the robot or the filling level of the blank stack drops below a defined level, resupply is to be triggered automatically. To do this, the stack height of the blanks is to be monitored.
Solution:
Devices with time-of-flight measurement (TOF) from our wide range of switching and measuring distance sensors are especially well suited for larger operating ranges. These include the HT 10 switching sensors, which monitor a defined stack height to ensure that it does not drop below a defined level, and the ODS 10 measuring sensors, which determine the height of the stack.

Requirement:
At the end of the press line, the finished molded sheet metal parts are automatically removed and loaded on transport vehicles for further processing. To control the gripper robot, the presence of the parts on the belt conveyor must be checked.
Solution:
From our wide product range of switching sensors, the HT 25C series combines above-average function reserve with compact size. Parts with glossy and even dark or structured surface are reliably detected. The devices are available as red light and infrared versions.

Requirement:
The finished sheet metal parts are stored on movable racks that can be transported, e.g., by automatic tugger trains or AGVs, to the further processing in the body shop. To ensure that the rack is used correctly, the identification code attached to the rack that is to be read.
Solution:
Depending on the attachment of the code and the reading distance, a BCL 300i decodes the code as a raster scanner and transfers the data to the PLC or to the material flow computer. If the label has large position tolerances, device models with integrated oscillating mirror are used.