








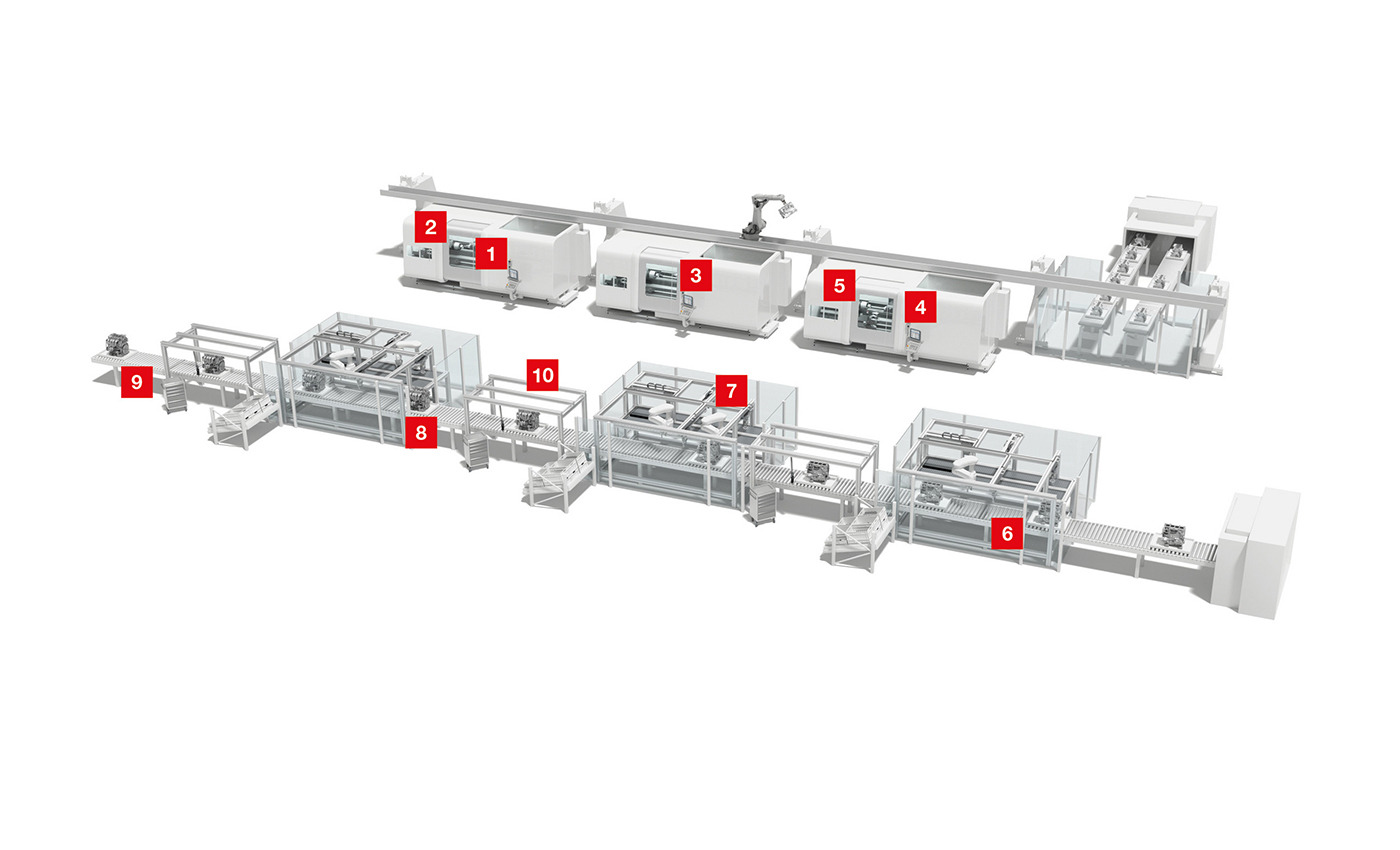
Powertrain – Combustion engine
Engine blocks coming from the foundry form the basis for the combustion engine. Together with a large number of parts, modern and efficient drive units are created in engine production.
The work and process steps are accordingly diverse. The processing of the engine blocks in the processing centers must be consistent and must permanently meet the high quality standards. Parts must be precisely mounted on and perfectly matched to the respective engine model. Through process-related tests, the traceability to the completed engines is ensured.
Sensors are essential for ensuring efficient processes and for adhering to the quality standards. Typical areas of use for our devices include type testing, object detection, code reading and identification as well as applications for safety at work and machine safety.

Requirement:
Processing centers are to operate automatically and with a high degree of utilization. To avoid downtime, the presence of the tools is to be checked during a tool change.
Solution:
Our product range of inductive switches includes cubic and cylindrical designs with operating ranges up to 40 mm. In constrained spaces, the IS 204 and IS 205 devices with miniature construction are used. Robust, full-metal versions are suitable, e.g., for environments with aggressive lubricants.

Requirement:
Undiscovered tool breakage on machines quickly results in loss of quality or faulty parts. The condition of the tool is therefore to be checked without process interruption.
Solution:
The BKL 706 optical drill break control sensors were specially developed for checking drills and milling cutters. The warning output for the contamination display and the pneumatic connection for keeping the optics clean ensure reliable operation. Mounting system and alignment system are integrated in the metal housing.

Requirement:
The machine room is to be visually monitored. This also applies for areas that cannot be viewed from the outside. Due to the special environmental conditions, an industrial camera with high degree of protection is required.
Solution:
The LCAM 408i color camera is optimized for use in harsh, industrial environments. 5-megapixel image resolution and Gigabit Ethernet interface ensure high image quality and fast, live-image transfer. The metal housing with degree of protection IP 67 and models with compressed air connection guarantee reliable operation.

Requirement:
The point of operation that arises from opening the safety doors must be safeguarded. Ideally, the optical protective device can easily be integrated in the machine in a space-saving manner.
Solution:
The MLC 520S safety light curtains have an especially narrow design. Together with the finely graduated length selection in increments of 30 mm and the design without dead zones, the devices can be perfectly integrated in the machine assembly.

Requirement:
The traceability of the process steps is also important in linked systems. The directly marked, laser-etched code on the engine block must be read and stored prior to every processing step.
Solution:
The DCR 200i 2D-code readers decode the laser-etched DPM codes (direct part mark). They combine a compact design with large reading range and high depth of field, making them easy to integrate. They are equipped with interfaces for fieldbus integration and simple configuration tools for fast commissioning.

Requirement:
The engines may only be fed into the processing centers and workplaces if these are free. For the corresponding control of the conveyor line, the presence of the transported goods is to be checked at defined points.
Solution:
The retro-reflective photoelectric sensors of the 15 series are simple and the most economical solutions. They offer a high system availability thanks to high function reserves and are easy to adjust. An extensive selection of mounting accessories and suitable reflectors simplify the setup.

Requirement:
Before a combustion engine is complete, many components must be mounted. For the traceability of relevant parts, the DPM (direct part mark) codes are to be detected in each process step. The codes must be read quickly and reliably, even on surfaces with oily residues.
Solution:
The robust IT 1920i and HS 66x8 hand-held scanners decode 2D-DPM codes and can withstand impacts or falling onto the floor. They are easily incorporated in the respective control concept via the integrated USB and RS 232 interface or – for common fieldbus / Ethernet interfaces – using the MA 200i modular connection unit.

Requirement:
Because different motor models are frequently produced on an engine line, type detection is necessary, e.g., based on the number of cylinder bores. The completeness of processing features, such as bore holes, is also often to be checked.
Solution:
The LSIS 400i smart cameras are easy to configure. BLOB analysis and measuring tools are used alone or in combination to check the completeness of assemblies and to detect different models. The devices feature integrated lighting as well as Ethernet, RS 232 and I/O interfaces.

Requirement:
In engine assembly, automatic processing centers and manual workplaces are often linked to one another via conveyor systems. The entrances and exits to the processing centers must be secured against access.
Solution:
The multiple light beam safety devices of the MLD 500 series secure the access at conveyor lines. Models with integrated muting function simplify the setup. Device configuration is performed without a PC directly via the pin assignment. The integrated, multi-colored indicator light optionally indicates the device status and reset requirements.

Requirement:
The finished engines are transported on transport carriers directly to installation in the powertrain or delivered to various plants. The bar code on the transport carriers is to be read. It is linked to the engine in the database so that the delivery as well as the subsequent use can be clearly tracked.
Solution:
The BCL 300i bar code readers operate with an operating range of 700 mm. The modular series includes line and raster scanners, models with oscillating mirror, M12 or PG threaded connections as well as industrial Ethernet and fieldbus interfaces. The BCL 500i series is suitable for larger operating ranges and offers similar configurations.