








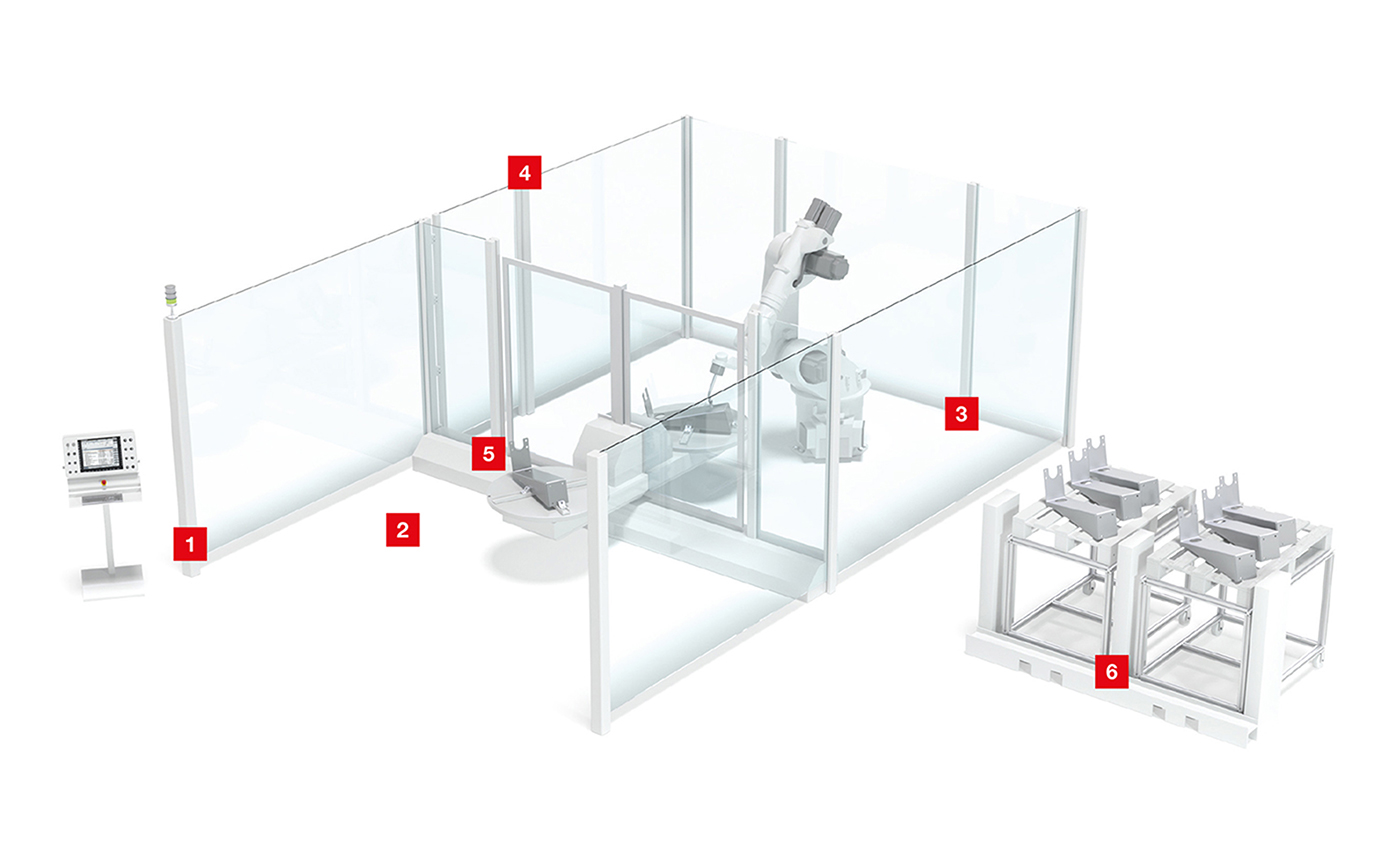
Production cell
The factory of the future is characterized by flexible production cells. From individual production cells to a fully networked production system of a smart factory. What all have in common are the automated and linked processes in and between the cells. This improves productivity, allows for a more efficient use of materials and enables higher product quality.
With our sensor solutions, processes run efficiently: from material flow, in which the presence of work pieces or parts is detected, to information flow via intelligent sensors, whose data is captured and analyzed with the help of new communication technologies across all levels of a production system. The applications and possibilities here are as diverse as our product range tailored to them. Our inductive and optical sensors check and monitor the presence and position of work pieces and parts. Our identification systems record data for the traceability of those work pieces and parts and for the next work step. Our safety solutions reliably and flexibly safeguard hazardous areas.

Requirement:
Access to the dangerous area of the robot cell is to be guarded. To enable simple entry and exit of material, optoelectronic safety sensors are to be used. The compact layout of the cell means that the necessary distance between protective device and danger zone must be as small as possible.
Solution:
The ELC 100 and MLC 500 safety light curtains offer high resolutions for short safety distances and a compact system design. If there is sufficient space, the MLD 500 multiple light beam safety devices are used. These are optionally available with integrated muting functions.

Requirement:
Access to the dangerous area of the robot cell is to be guarded. To enable an automatic start/restart, this area must be constantly monitored for the presence of persons.
Solution:
The RSL 400 safety laser scanners use configurable protective fields for area monitoring. Thanks to the 8.25 m operating range and 270° scanning range, large areas can be guarded with just one device. The models with PROFIsafe / PROFINET interface can easily be integrated into industrial networks.

Requirement:
To prevent danger, the process is not permitted to restart until it has been ensured that no persons are in the work area or in the hidden area. Safe operation and high availability must also be guaranteed under harsh ambient conditions – such as dirt or welding sparks.
Solution:
With its protected area, the LBK 3D safety radar system monitors for the presence of persons – even under harsh ambient conditions. Furthermore, the radar technology allows the presence of static objects in the monitored area.

Requirement:
Areas with hazardous movements can be entered via safety doors to allow maintenance. If the movement does not stop immediately after the door is opened, the door is to be guarded by a safety switch with locking device. Work and safety conditions are to be signaled.
Solution:
The robust safety switches with locking device of the L series lock safety doors until they are released by means of an electrical signal. In addition to the standard models, there are devices with integrated control buttons and emergency stop as well as devices with RFID-coded actuator. Optical and acoustic signalers of the A7 series complement the integrated LED status displays.

Requirement:
The presence of components as well as shapes, holes and openings or other special features is to be detected prior to the next processing step.
Solution:
The HT 25C diffuse reflection sensors with background suppression for longer operating ranges and HT 3 for shorter operating ranges ensure reliable presence control. Models with various light-spot geometries offer optimum adaptation to the application. Flexible mounting brackets, cables and IO-Link models are available.

Requirement:
In addition to the traceability of individual processing steps, the "track & trace" concept also includes determination of the current location. Depending on the used system, the 1D-/2D-code affixed to the pallet is to be captured. To start the read process of a code reader, the presence of the pallet in the work station is to be detected.
Solution:
The DCR 200i decode the 2D-codes on the pallet. They combine a compact design with large reading range and high depth of field, making them easy to integrate. The compact HT 15 diffuse reflection sensors with background suppression ensure reliable presence control.