

")

")
")
")



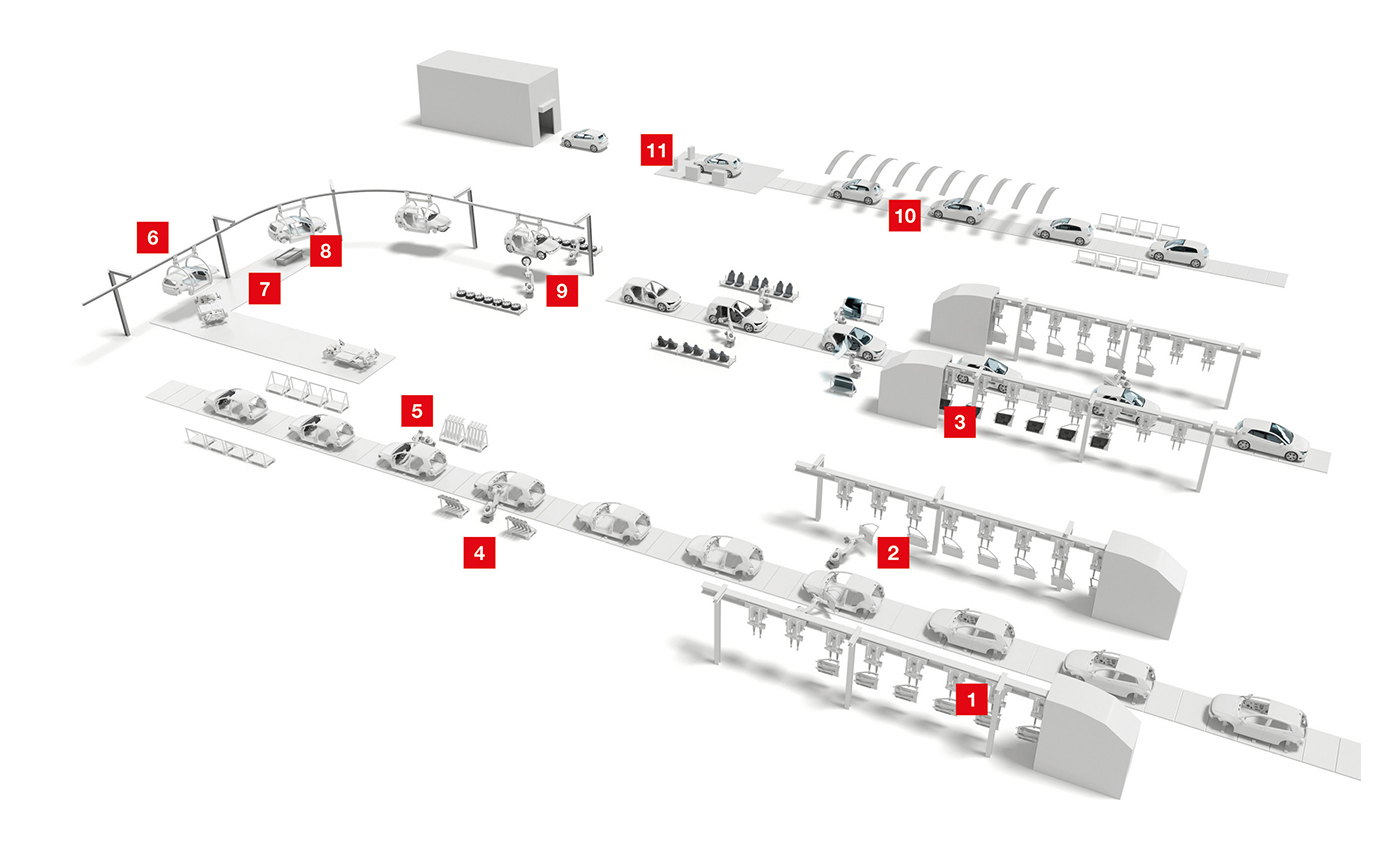
Die Endmontage
Bevor in der Automobilfertigung Hochzeit gefeiert wird, müssen unzählige Einzelteile und Elemente zu Teil- und Endprodukten zusammengefügt werden.
In der Türlinie erfolgt die Montage der Türmodule mit allen ihren Anbauteilen. Im Innenausbau werden armdicke Kabel verlegt, Teppiche geklebt und das Cockpit eingebracht. Parallel werden Motor und Getriebe mit dem Fahrwerk zusammengefügt. Schließlich die Hochzeit: der komplette Antriebsstrang und die Karosse werden für immer verbunden. Weitere Montageschritte für Räder, Scheiben, Sitze und Scheinwerfer folgen. Nach dem Befüllen mit Öl, Kraftstoff und Wasser geht es zur Endkontrolle – der letzten Station im Fertigungsprozess.
Die Positionskontrolle zählt zu den wichtigsten Anwendungsgebieten für Sensoren in der Endmontage. Unser breites Porfolio an optischen Abstandssensoren und Barcode-Positioniersystemen unterstützt die vielfältigen Montageschritte. Die korrekte Zuordnung der Baugruppen zum Fahrzeug gewährleisten unsere Codeleser für die Teile-Identifikation und zahlreiche Lösungen zur Typenprüfung.
Übersicht
")
Anforderung:
Die Montage der Fahrzeuge beginnt genau genommen mit der Demontage der Türen. Die Türen, die im weiteren Verlauf störend wären, werden demontiert und eigens in der Türlinie bearbeitet. Beim Transport mittels Elektrohängebahn (EHB) ist durch Abstandsmessung auf Kollisionsschutz der Gehänge zu achten.
Lösung:
Die optischen Abstandssensoren ODS 10 / HT 10 und ODSL 96 prüfen den Abstand zwischen den Gehängen. Geräte der Serie 10 messen auf das Objekt oder – mit einer Reichweite bis 8 m – auf einen kooperativen Reflektor. Die Parametrierung erfolgt über das Display oder IO-Link. Für größere Reichweiten eignet sich die Baureihe ODSL 96.

Anforderung:
Die separierten Türen sind entsprechend ihrer Ausstattung zu vervollständigen und am Ende des Prozesses wieder dem jeweiligen Fahrzeug zuzuordnen. Ein Papieretikett mit Barcode identifiziert die individuelle Türe und hilft, sie durch den Fertigungsprozess zu tracken. Zur Identifikation der Türen ist der angebrachte Code zu lesen.
Lösung:
Die Barcodeleser BCL 300i erfassen die Codes bis zu einer Entfernung von 700 mm. Für größere Leseentfernungen bis 2.400 mm kommen die Barcodeleser BCL 500i zum Einsatz. Je nach Anordnung des Codes und Anbindung an die Steuerung stehen passende Optikvarianten und Schnittstellen zur Verfügung.

Anforderung:
In der Endmontage kommen häufig Schubplattformen zum Einsatz. An den einzelnen Stationen sind die Arbeits- bzw. Gefährdungsbereiche der Roboter gegen Zugang zu sichern.
Lösung:
Die Sicherheits-Laserscanner RSL 400 eignen sich durch die parallele Überwachung von bis zu 4 Schutzfeldern zur Bereichssicherung in automatisierten Produktionsanlagen und bei der Mensch Roboter-Kollaboration. Ihre PROFIsafe-Schnittstelle ermöglicht eine einfache Integration in industrielle Netzwerke und bietet umfangreiche Diagnosemöglichkeiten.

Anforderung:
Das Cockpit wird unter Zuhilfenahme von Cobots oder Montagehilfen in das Fahrzeug eingeführt und muss dann mit kleinsten Toleranzen in die endgültige Lage gebracht werden. Dazu sind Entfernungen und Abstände zu bestimmen, die dem Manipulator wichtige Lageinformationen geben.
Lösung:
Die optischen Abstandssensoren ODS 9 setzen Maßstäbe in Präzision und Bedienkomfort. Sie liefern auch unter schwierigen Bedingungen, z. B. bei glänzenden Objekten, exakte Messwerte. Diese sind auf dem integrierten Display ablesbar. Das unterstützte IO-Link Smart-Sensor-Profil ermöglicht einen schnellen und fehlersicheren Gerätetausch.
")
Anforderung:
Elektrohängebahnen (EHB) übernehmen nicht nur den Transport der Fahrzeuge. Sie ermöglichen durch Drehen, Absenken oder Anheben auch eine Ausrichtung der Karosserien, um so optimale Arbeitspositionen für Montagearbeiter zu erzielen. Dazu muss die Position der Transporteinheit am Träger kontinuierlich und exakt bestimmt werden.
Lösung:
Die kompakten Barcode-Positioniersysteme BPS 300i ermöglichen die exakte Positionierung auf einer Länge von bis zu 10.000 m. Schnittstellen für Feldbusse, industrielles Ethernet sowie SSI oder serielle Anbindungen machen die Integration in die Steuerung einfach und flexibel. Genauso einfach sind Konfiguration und Diagnose der Geräte.

Anforderung:
Bei der automobilen Hochzeit wird die Karosserie mit dem Antriebsstrang verbunden. Dazu wird der Antriebsstrang unter die Karosserie gefahren und anschließend fest mit dieser verschraubt. Beim Anheben oder Absenken der Teile sind die Entfernungen der Komponenten zueinander zu bestimmen.
Lösung:
Die Lasertriangulationssensoren ODS 9 sind an der Montage-Vorrichtung installiert und überwachen den Abstand zur Karosserie, damit diese exakt aufgesetzt werden kann. Sie bieten eine optimale Kombination aus Reichweite, Auflösung und Reproduzierbarkeit. Verschiedene Ausgänge sowie IO-Link ermöglichen eine optimale Einbindung der Geräte.

Anforderung:
Beim Absenken der Karosserie müssen die Position der Aufhängung am Chassis und die Position der Stoßdämpfer übereinstimmen. Dazu ist die Position der Passung am Chassis zu bestimmen und als x- und y-Koordinaten auszugeben.
Lösung:
Die Smart-Kamera LSIS 400 prüft die Maße und den richtigen Sitz beider Teile. Mehrere Tools stehen für die Prüfung von Formen und Lagen zur Verfügung, z. B. die Mess- und BLOB-Funktionen. Durch die motorische Fokuseinstellung ergibt sich ein flexibler Einsatz. Die Parametrierung erfolgt einfach und komfortabel über einen Webbrowser.

Anforderung:
Die kompletten Räder – bestehend aus Reifen und Felgen – werden auftragsbezogen an die Montagelinie gefördert. Für die korrekte Zuordnung der Räder zum Fahrzeug ist der auf einem Etikett angebrachte Barcode zu lesen. Das Etikett kann sich an einer beliebigen Stelle des Umfangs befinden.
Lösung:
Für die Abdeckung des gesamten Reifens werden mehrere Barcodeleser BCL 500i oder BCL 600i verwendet. Die Geräte zeichnen sich durch eine große Lesereichweite und Tiefenschärfe aus. Die Identifikation des Codes wird durch die Codefragmenttechnik unterstützt, die Teilergebnisse zu einem Gesamtergebnis zusammensetzt.

Anforderung:
Abhängig von der Anzahl der Modelle und der unterschiedlichen Ausstattungsdetails der Türen, muss bei der Montage der Türen sichergestellt werden, dass es nicht zu Verwechslungen kommt. Dazu ist die Kontur der Türen zu überprüfen.
Lösung:
Die messenden Lichtvorhänge CML 700i bieten mit Messfeldlängen bis 2.960 mm, verschiedenen Auflösungen und sehr kurzen Zykluszeiten beste Voraussetzungen für die zuverlässige Lösung vielfältiger Anforderungen. Durchdachte Montagelösungen und eine Vielzahl integrierter Schnittstellen vereinfachen die Installation und Integration der Geräte.

Anforderung:
Damit das Fahrzeug an der Befüllstation andocken kann, muss sichergestellt sein, das die Motorhaube geöffnet ist. Dies ist durch einen geeigneten Sensor zu detektieren.
Lösung:
Die messenden und schaltenden Abstandsensoren ODS 110 / HT 110 arbeiten nach dem Pulslaufzeitverfahren (TOF) und bieten über Entfernungen bis zu 5 m zuverlässige Ergebnisse. Die Parametrierung erfolgt einfach über eine Teach-Taste oder IO-Link. Durch die kompakten Abmessungen sind die Geräte flexibel in die Anlage integrierbar.

Anforderung:
Die Fahrzeuge werden in der Station automatisch befüllt. Da sich während des Füllprozesses keine Personen innerhalb der Anlage befinden dürfen, ist der Zugang zur Station zu sichern. Gleichzeitig soll die Sicherheits-Sensorik den Transport der Fahrzeuge in die Station ermöglichen. Zudem ist der Schließzustand der Pendelklappen zu überwachen.
Lösung:
Die Sicherheits-Lichtvorhänge MLC 530 SPG mit Smart Process Gating benötigen keine zusätzlichen Muting-Sensoren zur Überbrückung für den Fahrzeugtransport und garantieren hohe Verfügbarkeit und hohen Manipulationsschutz. Das Partielle Gating überwacht mit den oberen Strahlen des Sicherheits-Lichtvorhangs gleichzeitig auch die Pendelklappen.