








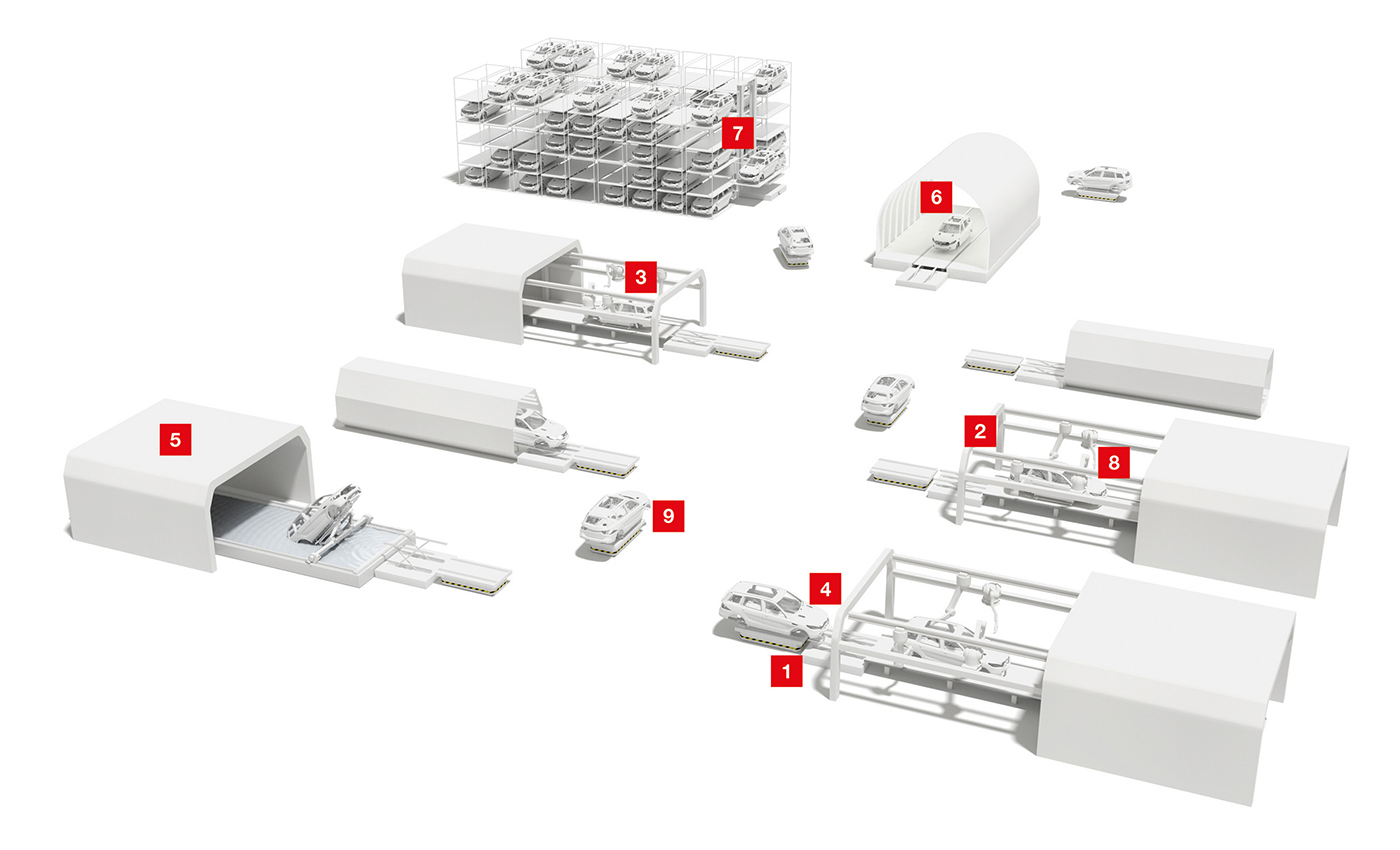
De spuiterij
Voordat de onderdelen hun kleur krijgen, worden meerdere voorbehandelingsprocessen doorlopen. Beginnend met de reiniging, volgen daarna het kathodisch dompellakken, het KTL-bad en de droging en daarna het eigenlijke lakken van de carrosserie. De afsluitende kwaliteitscontrole garandeert een perfect resultaat.
Bij het ontwerpen van nieuwe spuiterijen wordt vaak gevraagd naar flexibele productieprocessen. Het klassieke seriële proces wordt vervangen door bijv. schaalbare, aan de productiecapaciteiten aanpasbare concepten.
Afhankelijk van het gekozen concept en de toegepaste transporttechniek, zijn naast sensoren voor de machineveiligheid en identificatie, ook sensoren nodig voor positie- en contourherkenning. Binnen spuitcabines of in de omgeving van KTL-baden, moeten sensoren naast een hoge IP-beschermingsgraad ook een EX-markering voor gebruik in explosiegevaarlijke zones hebben.
Overzicht

Opgave:
Als sensoren binnen spuitcabines of in de omgeving van KTL-baden worden toegepast, dan moeten ze naast een robuuste opbouw en een hoge IP-beschermingsgraad ook een EX-markering voor toepassing in explosiegevaarlijke zones hebben.
Oplossing:
Wij bieden apparaten met EX-markering voor verschillende toepassingsbereiken:
— Metende lichtgordijnen CML 700
— Veiligheidslichtschermen MLC 500
— Metende sensoren serie ODS
— Schakelende sensoren serie 46
— RFIDoplossingen RFM 32

Opgave:
De positie van de SKID moet exact worden bepaald, zodat de volgende werkstappen kunnen worden afgestemd en gesynchroniseerd.
Oplossing:
Afhankelijk van de inbouwsituatie zijn inductieve sensoren met cilindrische of hoekige bouwvorm geschikt. De robuuste apparaten uit de serie IS 230 en IS / ISS 244 onderscheiden zich door de grotere tastafstanden en LED-toestandsindicaties.

Opgave:
Voor de positionering en synchronisatie van de spuitrobots moet het carrosserietype worden herkend. De opbouw en afmetingen van carrosserieën variëren bijv. rondom de A- en B-stijlen. Deze kenmerken moeten worden gebruikt voor de herkenning.
Oplossing:
De metende lichtschermen CML 700i bepalen bijv. de afstanden tussen A- en B-stijlen of de verschillende breedten van de raamopeningen. De resultaten van deze metingen dienen voor het bepalen van het carrosserietype en dus de aansturing en synchronisatie van de spuitrobots.

Opgave:
De toegang tot de spuitcabine of het KTL-bad moet worden beveiligd. Tegelijkertijd moet het veiligheidssensorsysteem het transport van de carrosserieën binnen deze zone mogelijk maken en ook bij wisselende carrosserieformaten betrouwbaar werken. Ook moet de gesloten toestand van de pendelkleppen worden bewaakt.
Oplossing:
De veiligheidslichtschermen MLC 530 SPG met Smart Process Gating hebben geen extra muting-sensoren nodig voor de overbrugging voor het transportgoed. Deze ruimtebesparende oplossing garandeert een hoge beschikbaarheid en een krachtige manipulatiebeveiliging. De gedeeltelijke gating bewaakt met de bovenste stralen van het veiligheidslichtscherm tegelijkertijd ook de pendelkleppen.

Opgave:
Worden op een SKID verschillende carrosserieën getransporteerd en heeft het werkproces voor synchronisatie het exacte startpunt van de carrosserie nodig, dan moet dit contactloos worden geregistreerd.
Oplossing:
Optimaal zijn onze afstandssensoren ODS 10 / HT 10 in metende of schakelende uitvoering. Ze werken volgens het principe van de Time-of-Flight (TOF) en zijn met een reikwijdte van 8 m zeer geschikt voor toepassingen over grotere afstanden.
")
Opgave:
Het rijtraject van het onbemand transportsysteem moet worden beveiligd met veiligheidssensoren. De veiligheidszones moeten hierbij flexibel worden aangepast aan de rij- en beladingssituatie. Wordt het principe van natural navigation toegepast, moet het apparaat tegelijkertijd de meetgegevens voor de navigatiesoftware leveren.
Oplossing:
De veiligheidslaserscanners RSL 400 verenigen veiligheidstechniek en hoogwaardige uitgifte van meetwaarden in één apparaat. Ze hebben een scanbereik van 270° en 100 omschakelbare veldparen. Zo wordt het onbemand transportsysteem met 2 scanners optimaal beveiligd. De meetgegevens hebben een hoge hoekresolutie van 0,1° en een geringe meetfout.

Opgave:
De SKID of carrosserie moet worden geïdentificeerd voor de correcte instelling van de procesparameters, bijvoorbeeld voor het aanbrengen van de lak in de spuitcabine. De gegevensdrager moet hierbij bestand zijn tegen temperaturen van 200 °C.
Oplossing:
De RFID-systemen uit de serie RFM werken binnen een frequentieband van 13,56 MHz en zijn afhankelijk van de vereiste reikwijdte verkrijgbaar met verschillende antennes. Transponders met verschillende geometrieën en speciale, lakbestendige hoge temperatuur-transponders voor temperaturen tot 250 °C zijn in combinatie met de frequentieband beschikbaar

Opgave:
Als accessoires en aanbouwonderdelen het spuitproces niet samen hebben doorlopen, dan moeten ze worden geïdentificeerd voor een correcte toewijzing.
Oplossing:
De camera gebaseerde codelezers DCR 200i zijn door hun compacte behuizing flexibel integreerbaar. Voor bijzonder grote leesafstanden bij een tegelijkertijd grote scherpte-diepte, worden barcodelezers BCL 500i toegepast.

Opgave:
Automatische buffermagazijnen in de spuiterijzone stellen vergelijkbare eisen aan de sensorsystemen als bij de ruwbouw. Voorbeelden zijn de bepaling van positiegegevens in de rij- / hefzone en de optische overdracht hiervan. Ook de vakbezetcontrole en de aanwezigheidscontrole van de SKID in de hefinrichting zijn typische toepassingen.
Oplossing:
Het positioneren van de X- / Y-as wordt gerealiseerd met de laserafstandsmeter AMS 300i. Voor de optische gegevensoverdracht tot 100 Mbit en 200 m afstand zijn de datatransmissiefotocellen DDLS 500 beschikbaar, en voor de vakbezetcontrole de sensoren uit de serie 10. De aanwezigheidscontrole gebeurt door inductieve sensoren.

Opgave:
De vacuümgrijper aan de robotarm pakt altijd automatisch het bovenste onderdeel van de gestapelde platen en plaatst dit op de transporttechniek van de persstraat. Om fouten bij het werkproces te vermijden, moet over de gehele lengte van de plaat worden herkend of het onderdeel dat hieronder ligt – bijv. door het adhesie-effect – eveneens wordt opgetild.
Oplossing:
De schakelende lichtgordijnen CSL bewaken het totale oppervlak van de plaat. Afhankelijk van de eisen zijn de apparaten beschikbaar in verschillende lengten en resoluties. De combinatie van geïntegreerde IO-Link interface en vrij programmeerbare schakeluitgangen, zorgt voor een eenvoudige integratie in de installatie.

Opgave:
Tijdens bedrijf moet een continue materiaaltoevoer worden gewaarborgd. Als de laatste plaat wordt gegrepen door de robot of als het ingestelde niveau van de platenstapel wordt onderschreden, dan moet automatisch aanvulling worden aangevraagd. Hiervoor moet de stapelhoogte van de platen worden bewaakt.
Oplossing:
Er is een breed aanbod aan schakelende of metende afstandssensoren beschikbaar. Een goede keuze is de HT 10 als schakelende sensor, die het onderschrijden van een gedefinieerde stapelhoogte bewaakt. Of de ODS 10 als metende sensor voor het bepalen van de stapelhoogte. Beide maken gebruik van de Time-of-Flight (TOF) voor de vereiste reikwijdte. De juiste kabels en het juiste bevestigings-/ en montagetoebehoren zijn uiteraard ook aanwezig.

Opgave:
Aan het eind van de persstraat worden de gevormde plaatwerkdelen die gereed zijn, automatisch verwijderd en op transportwagens geladen voor verdere verwerking. Voor de besturing van de grijprobot moet de aanwezigheid van de onderdelen op de transportband worden gecontroleerd.
Oplossing:
De serie HT 25 C uit het brede portfolio van schakelende sensoren is geschikt. Glanzende onderdelen en donkere onderdelen worden betrouwbaar gedetecteerd. Alternatief zijn er naar keuze rood- / of infraroodvarianten.

Opgave:
De geproduceerde plaatwerkdelen worden in verrijdbare stellingen opgeslagen, die bijv. via automatische transporttrajecten of met een onbemand transportsysteem voor verdere verwerking naar de ruwbouw worden getransporteerd. Om te zorgen dat de stelling wordt aangevoerd bij de juiste toepassing, moet de op de stelling aangebrachte code voor identificatie worden gelezen.
Oplossing:
Afhankelijk van de locatie van de code en de leesafstand, detecteert een BCL 300i als rasterscanner de code en geeft hij de gegevens door aan de PLC of naar de goederenstroomcomputer. Bij grote positietoleranties van het etiket worden varianten met geïntegreerde oscillerende spiegel toegepast.