








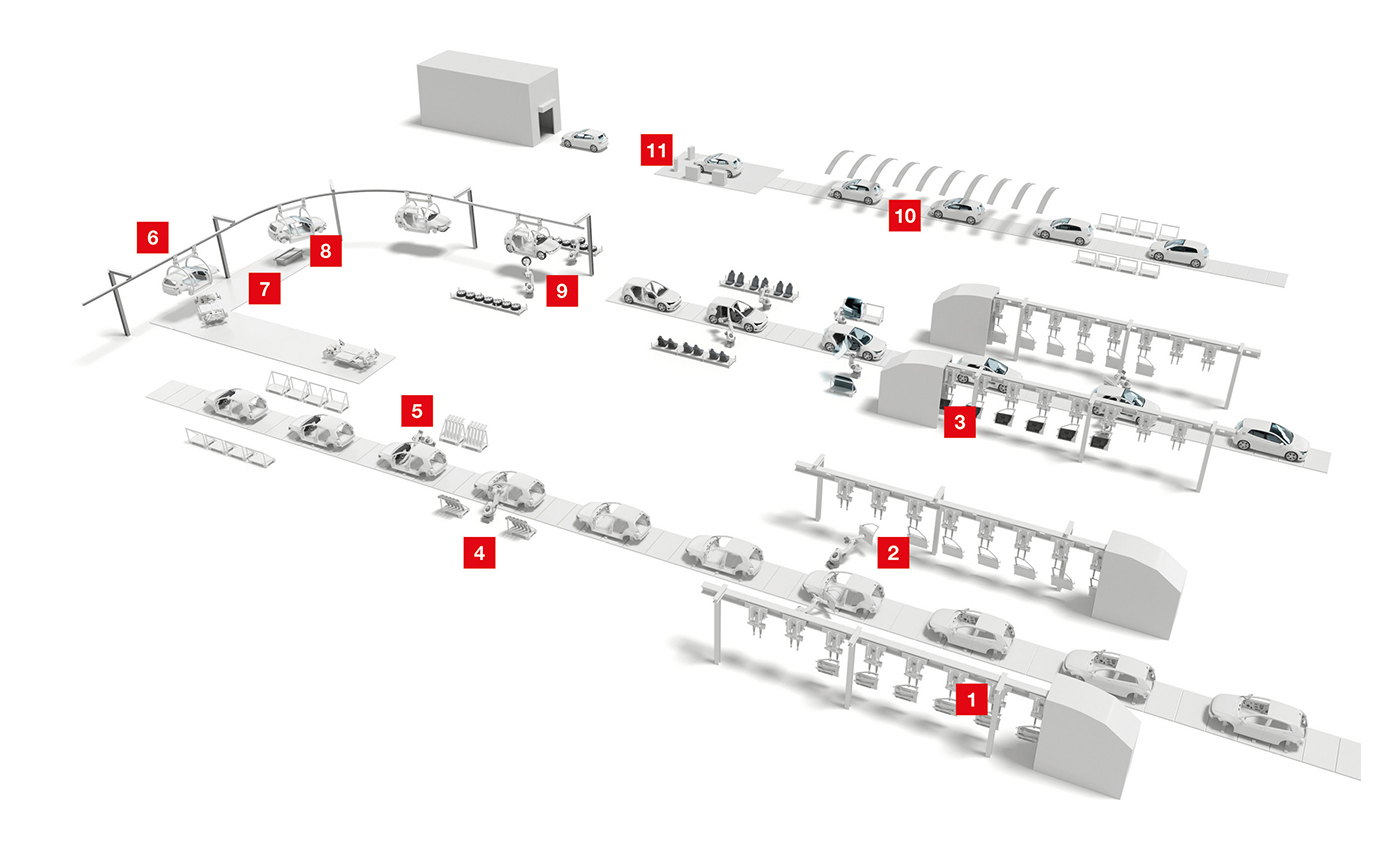
Montaje final
Antes de celebrar la unión final de las partes de un automóvil, se deben montar inumerables piezas y elementos en los productos y piezas finales.
En la línea de puertas se realiza el montaje de los módulos de puertas con todos sus piezas complementarias. En el interior, se colocan cables con diámetros muy grandes, se encolan alfombrillas y se monta el salpicadero. Paralelamente, se montan el motor y la caja de cambios en el chasis. Y finalmente, se únen para siempre el tren de potencia completo y la carrocería. A esta unión le siguen varios pasos para montar las ruedas, los discos, los asientos y los faros. Tras los llenados de aceite, combustible y agua pasa al control final, la última estación del proceso de producción.
El control de posición es uno de los campos de aplicación más importantes para los sensores en el montaje final. Nuestra amplia gama de sensores de distancia ópticos y sistemas de posicionamiento por códigos de barras asisten en los diversos pasos de montaje. Nuestros lectores de código de barras para la identificación de piezas y nuestras numerosas soluciones para la identificación de modelos garantizan la correcta asignación de los módulos en el vehículo.
")
Requisito:
El montaje del vehículo empieza, estrictamente hablando, con el desmontaje de las puertas. Las puertas, que representarían un obstáculo para los procesos posteriores, se desmontan y se procesan por separado en la línea de puertas. Al transportarlas con la electrovía, se debe garantizar la protección anticolisión de las perchas midiendo la distancia entre ellas.
Solución:
Los sensores de distancia ópticos ODS 10 / HT 10 y ODSL 96 comprueban la distancia entre las perchas. Los equipos de la serie 10 miden la distancia respecto al objeto o, en alcances hasta 8 m, respecto al reflector colaborativo. La parametrización se lleva a cabo en el display o vía IO-Link. Para grandes alcances, la serie ODSL 96 es muy apropiada.

Requisito:
Las puertas se deben completar por separado de acuerdo con sus equipamientos y al final del proceso se deben asignar al vehículo al cual pertenecen. Una etiqueta de papel con código de barras identifica cada puerta y permite hacerles un seguimiento a lo largo del proceso de producción. Para la identificación de las puertas, se debe leer el código pegado a ellas.
Solución:
Los lectores de código de barras BCL 300i detectan los códigos hasta una distancia de 700 mm. Para distancias de lectura mayores hasta 2.400 mm, se utilizan los lectores de código de barras BCL 500i. Según la disposición del código y la conexión con el control, se pueden elegir versiones de la óptica e interfaces apropiadas.

Requisito:
En el montaje final a menudo se utilizan plataformas de empuje. En cada estación se deben proteger la zonas de trabajo y zonas de peligro de los robots contra el acceso.
Solución:
Los escáneres láser de seguridad RSL 400 son ideales para la protección de zonas en instalaciones de producción automatizadas y en la colaboración entre personas y robots gracias a la supervisión paralela de hasta 4 campos de protección que ofrecen. Su interfaz PROFIsafe permite una integración sencilla en redes industriales y ofrece numerosas posibilidades de diagnóstico.

Requisito:
El salpicadero se monta en el vehículo con la ayuda de cobots o dispositivos auxiliares para el montaje y debe colocarse con la mínima tolerancia en la posición definitiva. Para ello, se deben determinar las distancias que proporcionan al manipulador información de posición muy importante.
Solución:
Los sensores de distancia ópticos ODS 9 han establecido nuevos estándares en cuanto a precisión y facilidad de uso. Proporcionan valores de medición exactos incluso bajo condiciones complejas como, por ejemplo, con objetos brillantes. Los valores se pueden leer en el display integrado. El Smart Sensor Profile IO-Link permite una sustitución de los equipos rápida y sin errores.
")
Requisito:
Las electrovías no solo se encargan del transporte de los vehículos sino que también permiten orientar las carrocerías girándolas, bajándolas o subiéndolas para conseguir las posiciones de trabajo óptimas para el montador. Para ello, se debe determinar continuamente y con exactitud la posición de la unidad de transporte en el soporte.
Solución:
Los sistemas de posicionamiento por códigos de barras BPS 300i permiten el posicionamiento exacto en una longitud de hasta 10.000 m. Las interfaces para buses de campo, Ethernet industrial, así como las conexiones SSI y seriales, hacen que la integración en el control sea sencilla y flexible. De igual modo, la configuración y el diagnóstico de los equipos resultan también muy sencillos.

Requisito:
En el punto final de la fabricación del automóvil, se unen la carrocería y el tren de potencia. Para ello, se desplaza el tren de potencia por debajo de la carrocería y se fija a esta con tornillos. Al elevar o bajar las partes, se deben determinar las distancias entre componentes.
Solución:
Los sensores láser de triangulación ODS 9 se instalan en el dispositivo de montaje y controlan la distancia a la carrocería, para que esta se coloque de forma precisa encima del tren de potencia. Ofrecen una combinación óptima de alcance, resolución y reproducibilidad. Las distintas salidas y el IO-Link permiten una óptima integración de los equipos.

Requisito:
Al bajar la carrocería, la posición de la suspensión en el chasis y la posición del amortiguador deben coincidir. Para ello, se debe determinar la posición del ajuste en el chasis y emitir las coordenadas x e y.
Solución:
La Smart Cámara LSIS 400 comprueba las dimensiones y el ajuste correcto de ambas partes. Hay disponibles diversas herramientas para la comprobación de formas y posiciones como, por ejemplo, las funciones de medición y BLOB. Gracias al ajuste motorizado del foco se pueden utilizar de manera flexible. La parametrización se lleva a cabo sencilla y cómodamente a través de un navegador web.

Requisito:
Las ruedas completas, formadas por los neumáticos y las llantas, se transportan a la línea de montaje según la orden. Para la correcta asignación de las ruedas al vehículo, se debe leer el código de barras de la etiqueta. La etiqueta puede encontrarse en cualquier lugar del perímetro de la rueda.
Solución:
Para cubrir la rueda completa se utilizan varios lectores de código de barras BCL 500i o BCL 600i. Los equipos destacan por un gran alcance de lectura y una gran profundidad de campo. La identificación del código está asistida por la tecnología de reconstrucción de códigos, que transforma los resultados parciales en un resultado completo.

Requisito:
Según la cantidad de modelos y la diversidad de detalles de equipamiento de las puertas, en el montaje de las puertas se debe garantizar que no se intercambian unas por otras. Para ello, se debe comprobar el contorno de las puertas.
Solución:
Gracias a sus longitudes del campo de medición de hasta 2.960 mm, varias resoluciones y tiempos de ciclo muy cortos, las cortinas ópticas de medición CML 700i ofrecen las mejores condiciones para una solución fiable a diferentes requisitos. Las sofisticadas soluciones de montaje y la gran variedad de interfaces facilitan la instalación e integración de los equipos.

Requisito:
Con el fin de que el vehículo pueda conectarse a la estación de llenado, se debe controlar si el capó está abierto. Esto se puede detectar con el sensor apropiado.
Solución:
Los sensores de distancia de medición y conmutación ODS 110 / HT 110 funcionan según el principio de la medición del tiempo de propagación (TOF) y ofrecen resultados fiables a distancias de hasta 5 m. La parametrización se lleva a cabo fácilmente a través de una tecla de Teach o IO-Link. Gracias a las dimensiones compactas, los equipos se pueden integrar fácilmente en la instalación.

Requisito:
Los vehículos se llenan automáticamente en la estación. Debido a que, durante el proceso de llenado, no debe haber ninguna persona dentro de la instalación, se debe proteger el acceso a la estación. Los sensores de seguridad deben permitir al mismo tiempo el transporte del vehículo a la estación, además de supervisar el estado de cierre de las compuertas basculantes.
Solución:
Las cortinas ópticas de seguridad MLC 530 SPG con Smart Process Gating no requieren sensores de muting adicionales para el puenteado para el transporte del vehículo y garantizan una alta disponibilidad y protección contra manipulaciones. Simultáneamente, el gating parcial supervisa las compuertas basculantes con los haces superiores de la cortina óptica de seguridad.