








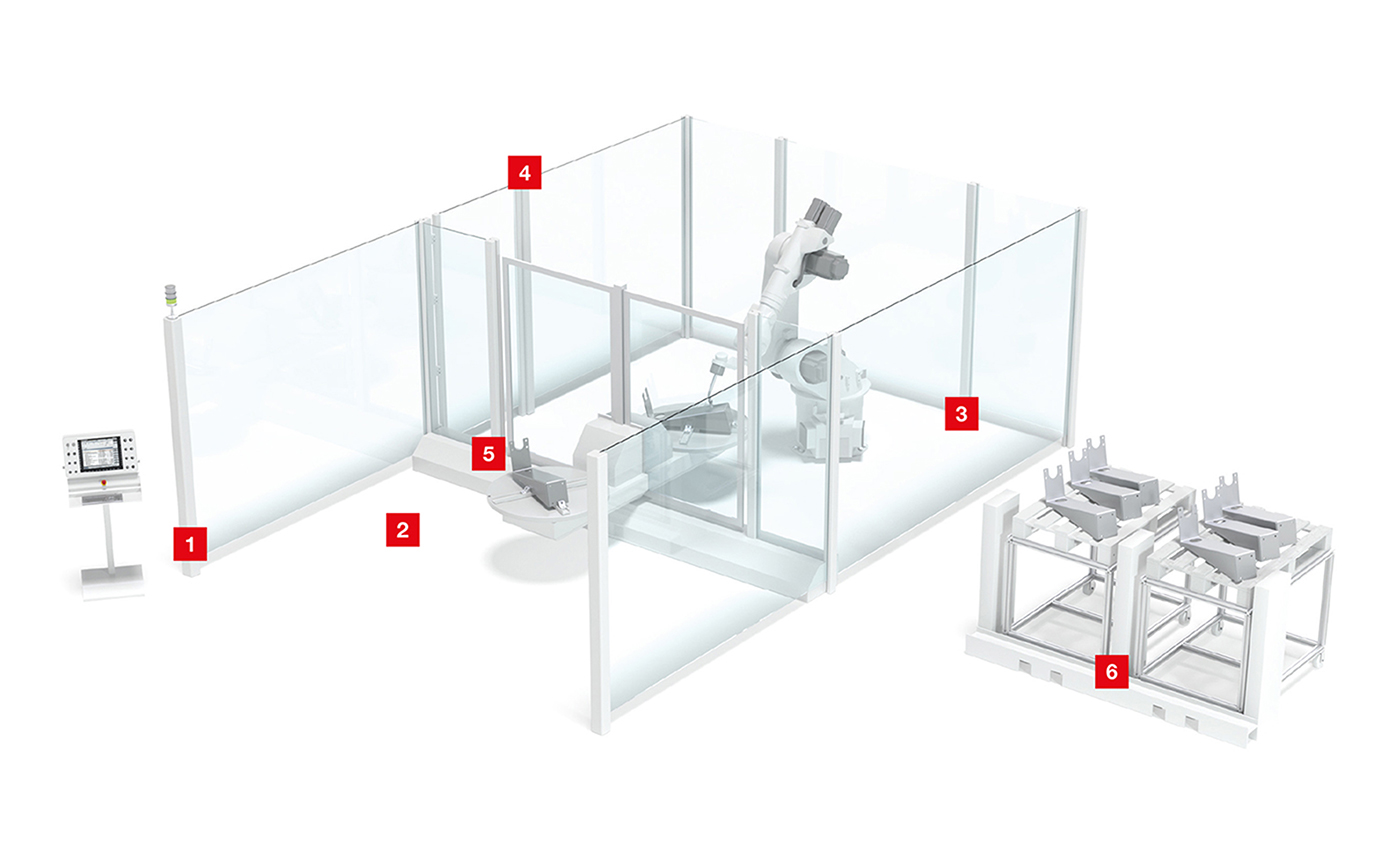
Célula de producción
La fabricación del futuro destaca por células de producción flexibles. Desde las células de producción individuales hasta el sistema de producción totalmente interconectado de una Smart Factory. Los puntos en común son los procesos automatizados y encadenados en las células y entre ellas. Esto mejora la productividad, permite un uso eficiente del material y mejora la calidad del producto.
Con nuestras soluciones con sensores, los procesos se desarrollan de forma eficiente: desde el flujo de material, en el que se detecta la presencia de piezas o partes, hasta el flujo de información a través de sensores inteligentes, cuyos datos se recopilan y se evalúan con la ayuda de nuevas tecnologías de comunicación en todos los niveles de la instalación de producción. En este contexto, las aplicaciones y posibilidades son muy diversas, igual que lo es nuestra gama de productos. Nuestros sensores inductivos y ópticos comprueban y supervisan la presencia y la posición de piezas y partes. Nuestros sistemas de identificación recopilan datos para su trazabilidad así como para el siguiente paso previsto para la pieza. Nuestras soluciones con sensores aseguran las zonas peligrosas con fiabilidad y flexibilidad.

Requisito:
Se debe proteger el acceso a la zona peligrosa de la unidad robotizada. A fin de garantizar una sencilla alimentación y evacuación de material, se deben utilizar sensores optoelectrónicos de seguridad. Para que el diseño de la célula sea compacto, la distancia necesaria entre el equipo de protección y la zona de peligro debe ser lo más pequeña posible.
Solución:
Las cortinas ópticas de seguridad ELC 100 y MLC 500 ofrecen altas resoluciones para distancias de seguridad cortas y un diseño compacto. Cuando no hay problemas de espacio, se pueden emplear los dispositivos de seguridad multihaz MLD 500, que están disponibles opcionalmente con funciones de muting integradas.

Requisito:
Se debe proteger el acceso a la zona peligrosa de la unidad robotizada. Para que sea posible una puesta en marcha/rearranque automático, se debe supervisar continuamente la presencia de personas en esta zona.
Solución:
Los escáneres láser de seguridad RSL 400 utilizan campos de protección configurables para la supervisión de zonas. Gracias a su alcance de 8,25 m y a la zona de exploración de 270°, se pueden proteger incluso áreas grandes con un solo equipo. Los modelos con interfaz PROFIsafe/PROFINET se pueden integrar fácilmente en redes industriales.

Requisito:
Para evitar un riesgo, el proceso no debe volver a ponerse en marcha hasta que no haya ninguna persona en la zona de trabajo o en zonas no visibles. Incluso en condiciones ambientales adversas, como suciedad o chispas de soldadura, se debe garantizar un funcionamiento seguro y una elevada disponibilidad de la máquina.
Solución:
El sistema de radar de seguridad 3D LBK controla con su área de protección la presencia de personas, incluso bajo condiciones ambientales adversas. La tecnología de radar permite la presencia de objetos estáticos en la zona supervisada.

Requisito:
Las zonas con movimientos peligrosos deben ser accesibles para fines de mantenimiento mediante puertas de seguridad. Si el movimiento no se detiene inmediatamente después de abrir la puerta, se debe proteger la puerta con un micro de seguridad con enclavamiento. Los estados de trabajo y de seguridad deben estar señalizados.
Solución:
Los robustos micros de seguridad con enclavamiento de la serie L bloquean las puertas de seguridad hasta que se habilita su apertura a través de una señal eléctrica. A parte de los modelos estándar, también hay disponibles equipos con teclas de control integradas y pulsador de paro de emergencia, así como actuador codificado con RFID. Los emisores de señales ópticas y acústicas de la serie A7 complementan los indicadores LED de estado integrados.

Requisito:
Es necesario detectar la presencia de componentes, así como de formas, agujeros y orificios u otras características especiales, antes de llevar a cabo el siguiente paso de mecanización.
Solución:
Las fotocélulas autorreflexivas con supresión de fondo HT 25C, para alcances más grandes, y HT 3, para alcances más cortos, llevan a cabo una detección de presencia fiable. Los modelos con geometrías del punto de luz diferentes ofrecen una óptima adaptación a la aplicación. Hay disponibles modelos con fijaciones flexibles, cables e IO-Link.

Requisito:
Además de la trazabilidad de cada una de las fases de procesamiento, el concepto «Track & Trace» también incluye la determinación de la ubicación actual. En función del sistema utilizado, se debe detectar el código 1D o 2D colocado en el palet. Para iniciar el proceso de lectura de un lector de códigos se debe detectar la presencia del palet en la estación de trabajo.
Solución:
Los DCR 200i decodifican los códigos 2D en el palet. Estos combinan un diseño compacto con grandes alcances de lectura y grandes profundidades de campo, y, de este modo, se pueden integrar fácilmente. Las fotocélulas autorreflexivas con supresión de fondo HT 15 con diseño compacto llevan a cabo una detección de presencia fiable.