








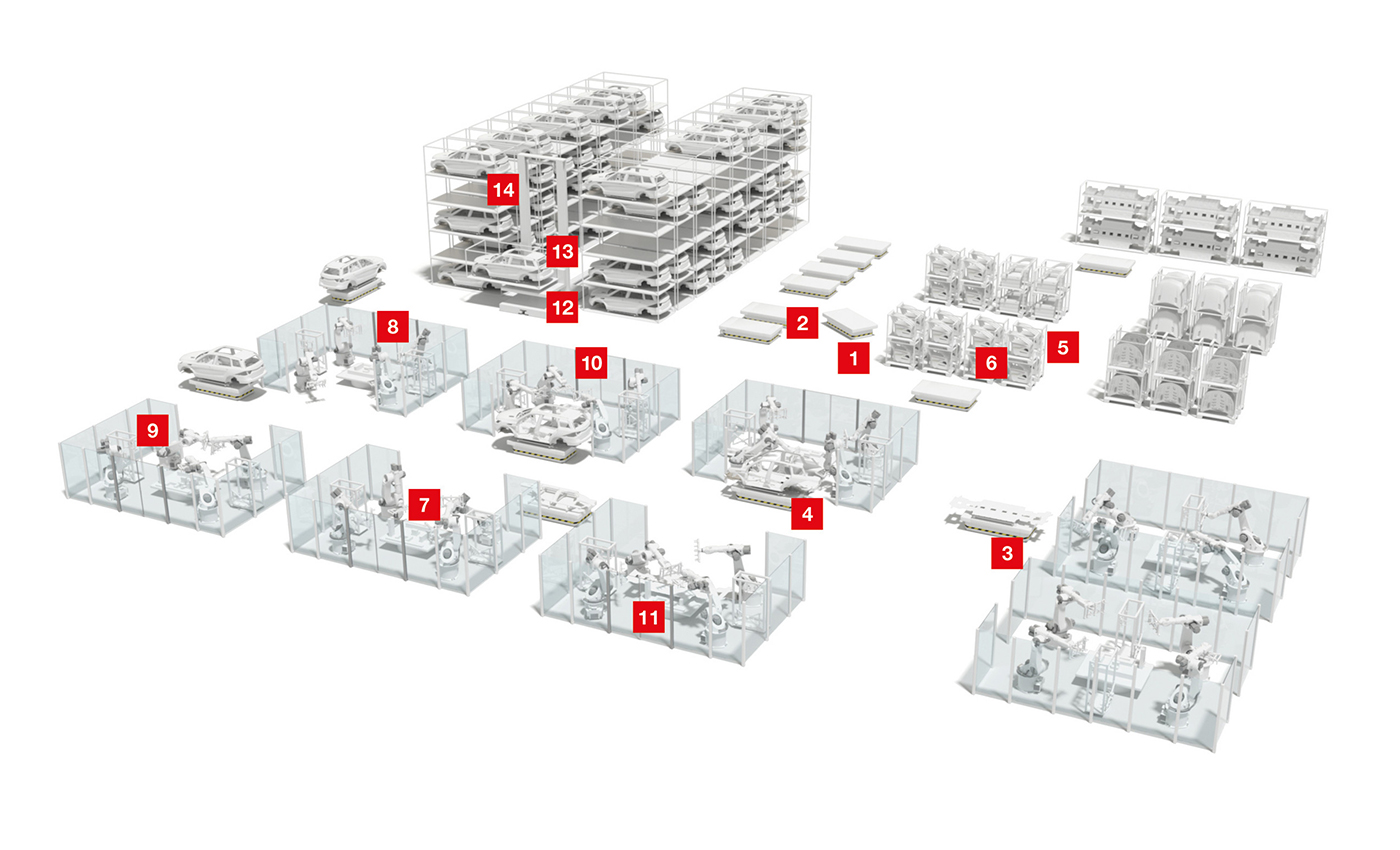
Taller de carrocerías
En una carrocería, se montan cientos de piezas individuales.
La construcción de carrocerías es el área de producción de automóviles más automatizada. Aquí los procesos típicos son la soldadura, el rebordeado, los trabajos con láser, el remachado y el atornillado y, cada vez más frecuente, el pegado. Las unidades robotizadas, los robots colaborativos y los sistemas de flujo de materiales como los patines o las electrovías definen los procesos.
La fabricación del futuro destaca por sus conceptos de producción cada vez más flexibles. Una gran variedad de modelos, el suministro de material justo a tiempo y la amortiguación de los picos de trabajo son requisitos esenciales. Las áreas de almacenamiento y producción se separan. El montaje se lleva a cabo en estructuras de estaciones de trabajo flexibles y los sistemas de transporte sin conductor (AGV) se encargan de transportar el material entre ellas.
El espectro de aplicaciones de nuestros sensores en la construcción de carrocerías es muy amplio. Los escáneres láser de seguridad protegen los AGV y emiten datos para su navegación. Los sensores para la detección de presencia y el control de posición garantizan procesos fluidos y nuestros sensores de seguridad proporcionan la seguridad de máquinas necesaria.

Requisito:
El recorrido del AGV se debe proteger mediante sensores de seguridad. Los campos de protección se deben ajustar de forma flexible a la situación de carga y desplazamiento. Si se utiliza el principio de la navegación natural, el equipo debe proporcionar al mismo tiempo los datos de medición para el software de navegación.
Solución:
El escáner láser de seguridad RSL 400 reúne en un equipo el sistema de seguridad y la emisión de valores medidos de alta calidad. Dispone de una zona de exploración de 270º y 100 pares de campos conmutables. Así se protege de forma óptima el AGV con dos escáneres. Los datos de medición cuentan con una alta resolución angular de 0,1º y un escaso error de medición.

Requisito:
Un AGV debe desplazarse de manera segura y eficiente en el espacio. Sin embargo, las amplias áreas de producción y almacenamiento suponen a menudo un reto. Muchos sensores resultan inapropiados para integrarlos en vehículos planos debido a sus dimensiones.
Solución:
Una pista con mucho contraste sobre la base constituye la ruta para el AGV. El sensor de seguimiento óptico OGS 600 detecta la pista a través de la detección de aristas y envía señales de control al accionamiento del vehículo. Su distancia mínima respecto al suelo es de 10 mm.

Requisito:
El acceso al almacén se debe proteger mediante sensores optoelectrónicos de seguridad sin que estos limiten la libertad de movimiento en la zona de trabajo.
Solución:
El escáner láser de seguridad RSL 400 está instalado por encima de la zona de accesos y el campo de protección está alineado verticalmente. De este modo, la zona de trabajo no se ve afectada. Gracias a sus dos funciones de protección independientes, el RSL 400 puede supervisar simultáneamente dos accesos. La integración de red se lleva a cabo fácilmente a través de las interfaces PROFINET/PROFIsafe.

Requisito:
Durante el funcionamiento de la instalación, se debe garantizar en todo momento el suministro de material. Si una parte del almacén está vacía, el sistema pasa a la retirada de la zona adyacente y se ordena el rellenado de la parta vacía. El nivel de llenado del almacén se debe supervisar continuamente y debido a sus condiciones mecánicas/espaciales los sensores deben funcionar de forma fiable a grandes distancias.
Solución:
Los sensores de medición ODS 10 o, con resoluciones más altas, ODKL 96 y los sensores de conmutación de la serie HT 10 proporcionan resultados estables incluso en distancias de múltiples metros. También detectan fiablemente superficies brillantes o reflectantes.

Requisito:
La información codificada en el patín se debe detectar sin contacto para hacer el seguimiento del progreso de la producción. En este caso, se debe observar que haya suficiente distancia entre el sensor y el patín/AGV para que el trayecto del AGV no se vea obstaculizado.
Solución:
Los sistemas de lectura de códigos de barras y los sistemas RFID son ideales para la lectura de información codificada. Los sistemas de códigos de barras transmiten los datos leídos a una base de datos central. Sin embargo, una automatización descentralizada también requiere la escritura de datos. En este caso, entra en juego el sistema RFID: con los equipos de lectura/escritura RFID RFM 32 o, para mayores alcances, RFM 62.

Requisito:
Es necesario detectar la presencia de componentes, como formas, agujeros y orificios o algunas características especiales, antes de la unión y el mecanizado. A menudo, la detección debe realizarse desde una distancia segura.
Solución:
Las fotocélulas autorreflexivas con supresión de fondo HT 3, para alcances más cortos, y HT 46C, para alcances más grandes, llevan a cabo una detección de presencia fiable. Los modelos con geometrías del punto de luz diferentes ofrecen una óptima adaptación a la aplicación. Hay disponibles modelos con fijaciones flexibles, cables e IO-Link.

Requisito:
Para cada paso de trabajo es necesario comprobar el modelo. Esta comprobación se lleva a cabo detectando las piezas estructurales de los diferentes modelos. Puesto que las comprobaciones se deben realizar con los procesos de trabajo en curso, los sensores deben instalarse fuera de la zona de trabajo robotizada.
Solución:
Los sensores TOF de medición y conmutación ODS 110 / HT 110 son ideales para montajes en muy poco espacio y ofrecen un alcance de hasta 5 m. Para alcances mayores, se emplean los equipos ODS 10 / HT 10.

Requisito:
Las zonas con movimientos peligrosos deben ser accesibles para fines de mantenimiento mediante puertas de seguridad. Si el movimiento no se detiene inmediatamente después de abrir la puerta, se debe proteger la puerta con un micro de seguridad con enclavamiento. Los estados de trabajo y de seguridad deben estar señalizados.
Solución:
Los robustos micros de seguridad con enclavamiento de la serie L bloquean las puertas de seguridad hasta que se habilita su apertura a través de una señal eléctrica. A parte de los modelos estándar, también hay disponibles equipos con teclas de control integradas y pulsador de paro de emergencia, así como actuador codificado con RFID. Los emisores de señales ópticas y acústicas de la serie A7 complementan los indicadores LED de estado integrados.

Requisito:
La zona de peligro del robot y la zona de trabajo de la estación de interconexión deben estar protegidas contra el acceso de personas durante todo el proceso. Además, el vehículo debe poder entrar y salir de la zona de trabajo de forma totalmente automática.
Solución:
La solución de seguridad para robots / estaciones de transferencia con AGV protege toda la zona de la estación de transferencia mediante el escáner láser de seguridad. Cuando el vehículo atraviesa esta zona, el campo de protección se adapta de forma dinámica a la posición del vehículo, ocultando el contorno del AGV en el campo de protección.

Requisito:
Para el control de calidad y de integridad, se deben detectar formas o características y, según la tarea, se deben comprobar la tolerancia, exactitud, precisión dimensional y la integridad. La transmisión de las coordenadas y los parámetros debe tener lugar opcionalmente a través de entradas/salidas digitales o de interfaces en serie.
Solución:
Además del análisis blob y la lectura de códigos, la Smart Cámara LSIS 462i ofrece también la posibilidad de medir distancias y formas geométricas (círculos, líneas y aristas) bajo una interfaz de usuario. Esta dispone de ocho entradas/salidas libremente programables y una interfaz Ethernet industrial para la comunicación.

Requisito:
Con el fin de que el AGV realice el trayecto hasta la siguiente estación de trabajo, se debe comprobar la presencia y el posicionamiento correcto de la carrocería en el AGV. Para ello, es necesario detectar una parte distintiva de la carrocería a una distancia definida precisa.
Solución:
Las fotocélulas autorreflexivas con supresión de fondo de la serie HT 25C resultan económicos y captan incluso materiales brillantes gracias a su alta fiabilidad de detección. Los modelos con luz roja, infrarroja y láser de la clase de seguridad 1, así como los diferentes tamaños de punto de luz, permiten la adaptación óptima a los requisitos de cada aplicación.

Requisito:
El transelevador o el elevador deben posicionarse en función del palet que se aproxima a ellos, en dirección x (eje longitudinal) y dirección y (eje de elevación). Los comandos de movimiento y los datos de posición deben transmitirse ópticamente al control para garantizar una alta disponibilidad de la instalación.
Solución:
Para el posicionamiento exacto, se emplean los medidores de distancias láser AMS 300i o los sistemas de posicionamiento por códigos de barras BPS 300i. Las fotocélulas con transmisión de datos DDLS 500i funcionan sin interferencias y sin desalineación justo al lado de los equipos AMS 300i. La posibilidad de seleccionar los alcances, interfaces y protocolos hace que las soluciones sean óptimas.

Requisito:
Para controlar si la salida del elevador está libre o no, se debe comprobar la presencia del patín o de la carrocería en el elevador.
Solución:
En este caso, los sensores inductivos son perfectos. Debido a que las tolerancias del patín y el elevador se deben alinear, recomendamos sensores con grandes distancias de detección, p. ej los diseños cúbicos IS / ISS 244 o los diseños cilíndricos con triple distancia de conmutación de la serie IS 200.

Requisito:
Antes de que el elevador pueda depositar una carrocería en una ubicación vacía, se debe controlar si la ubicación está libre u ocupada. Para poder almacenar diferentes carrocerías, se debe utilizar el patín para la detección.
Solución:
Para alcances de hasta 2,5 m, se utilizan las fotocélulas autorreflexivas compactas HRT 25 LR. Si se requieren alcances mayores, se pueden emplear los sensores de distancia de medición ODS 10 o las fotocélulas autorreflexivas de conmutación HT 10.