

")

")
")



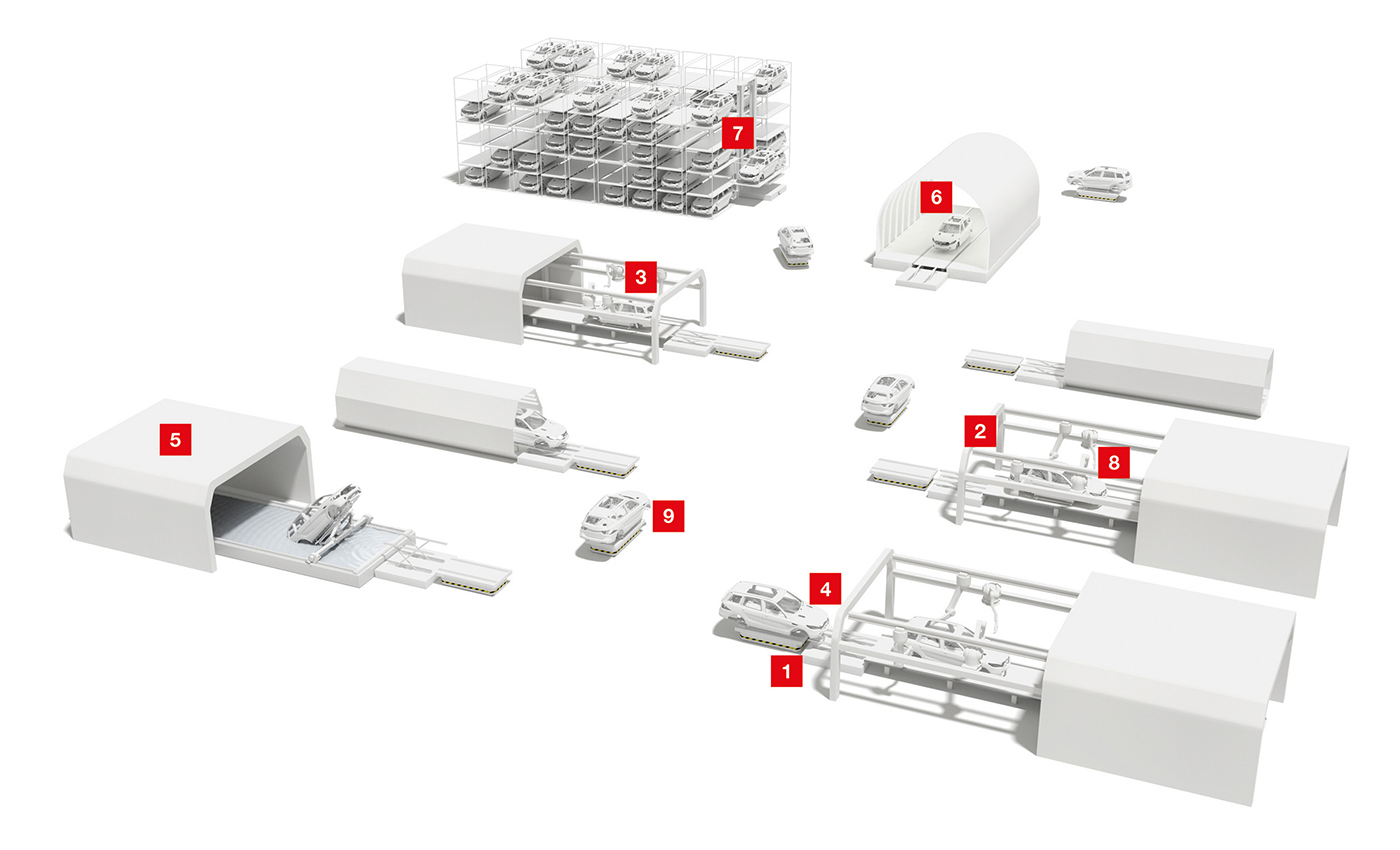
L'atelier de peinture
Avant que la peinture n'entre en jeu, plusieurs processus de prétraitement sont mis en œuvre. Le nettoyage est suivi de la phosphatation, du bain de cataphorèse, du séchage, puis de la peinture proprement dite des carrosseries. Le contrôle de qualité final garantit un résultat parfait.
Lors du réaménagement des ateliers de peinture, des processus de fabrication flexibles sont souvent requis. Le processus classique en série est par exemple remplacé par des concepts évolutifs qui peuvent être adaptés aux capacités de production.
En fonction du concept choisi et de la technologie de convoyage utilisée, des capteurs pour la détection de la position et des contours sont nécessaires en plus des capteurs pour la sécurité des machines et l'identification. À l'intérieur des cabines de peinture ou dans l'environnement des bains de cataphorèse, les capteurs doivent disposer non seulement d'un indice de protection IP élevé, mais aussi d'un marquage EX pour l'utilisation dans des secteurs à risque explosif.
Récapitulatif

Condition :
Si les capteurs sont utilisés à l'intérieur de cabines de peinture ou dans l'environnement du bain de cataphorèse, ils doivent disposer non seulement d'une structure robuste et d'un indice de protection IP élevé, mais aussi d'un marquage EX pour l'utilisation dans des secteurs à risque explosif.
Solution :
Nous proposons des appareils avec marquage EX pour différents domaines d'application :
— Rideaux mesurants CML 700
— Barrières immatérielles de sécurité MLC 500
— Capteurs mesurants série ODS
— Capteurs à commutation série 46
— Solutions RFID RFM 32

Condition :
La position de la luge doit être déterminée avec précision pour que les étapes de travail suivantes puissent être coordonnées et synchronisées.
Solution :
En fonction des conditions d'installation, les interrupteurs inductifs de forme cylindrique ou cubique peuvent convenir. Les appareils robustes des séries IS 230 et IS / ISS 244 se caractérisent par des distances de détection supérieures et des affichages de statut à LED.

Condition :
Pour le positionnement et la synchronisation des robots de peinture, le type de carrosserie doit être connu. Les carrosseries diffèrent en termes de structure et de dimensions, par exemple au niveau des montants A et B. Ces particularités doivent être utilisées pour la reconnaissance.
Solution :
Les rideaux mesurants CML 700i déterminent, par exemple, les distances entre les montants A et B ou les différentes largeurs des ouvertures des fenêtres. Les résultats de ces mesures servent à déterminer les types de carrosseries et ainsi à commander et synchroniser les robots de peinture en conséquence.

Condition :
L'accès à la cabine de peinture ou au bain de cataphorèse doit être sécurisé. Dans le même temps, les capteurs de sécurité doivent permettre le transport des carrosseries dans ces secteurs et fonctionner de manière fiable, même avec des carrosseries de différents formats. De plus, l'état de fermeture des clapets pendulaires doit être surveillé.
Solution :
Les barrières immatérielles de sécurité MLC 530 SPG avec Smart Process Gating ne nécessitent pas de capteurs d'inhibition supplémentaires pour le pontage permettant le transport de la marchandise. Cette solution peu encombrante garantit une grande disponibilité et une protection élevée contre la manipulation. Le Gating partiel surveille en même temps les clapets pendulaires avec les faisceaux supérieurs de la barrière immatérielle de sécurité.

Condition :
Si différentes carrosseries sont transportées sur une luge et que le processus de travail nécessite le point de départ exact de la carrosserie pour la synchronisation, celui-ci doit être détecté sans contact.
Solution :
Nos capteurs de distance ODS 10 / HT 10 mesurants ou à commutation constituent les outils idéaux pour ces tâches. Ils fonctionnent selon le principe de la mesure du temps de propagation des impulsions (TOF, Time-of-flight) et, avec une portée de 8 m, ils sont particulièrement bien adaptés aux applications sur de longues distances.
")
Condition :
La trajectoire de l'AGV doit être sécurisée au moyen de capteurs de sécurité. Les champs de protection doivent être adaptés de manière flexible à la situation de conduite et de chargement. Si le principe de la navigation naturelle est utilisé, l'appareil doit fournir en même temps les données de mesure pour le logiciel de navigation.
Solution :
Les scanners laser de sécurité RSL 400 allient les techniques de sécurité et une sortie des valeurs mesurées de qualité dans un seul appareil. Ils disposent d'une zone de balayage de 270° et de 100 paires de champs commutables. L'AGV est ainsi sécurisé de manière optimale grâce à 2 scanners. Les données de mesure présentent une résolution angulaire élevée de 0,1° et une faible erreur de mesure.

Condition :
La luge ou la carrosserie doit être identifiée pour que les paramètres du processus (p. ex. l'application de peinture) puissent être réglés correctement dans la cabine de peinture. Le support de données doit pouvoir résister à des températures de 200 °C.
Solution :
Les systèmes RFID de la série RFM fonctionnent dans la bande de fréquences de 13,56 MHz et sont disponibles avec différentes antennes en fonction de la portée requise. Des transpondeurs de différentes géométries et des transpondeurs haute température spéciaux compatibles avec la peinture, pour des températures allant jusqu'à 250 °C, sont disponibles et adaptés à la bande de fréquences.

Condition :
Si les pièces accessoires et les pièces rapportées ne sont pas passées ensemble par le processus de peinture, elles doivent être identifiées pour permettre une affectation correcte.
Solution :
Les lecteurs de codes à caméra DCR 200i peuvent être intégrés de manière flexible grâce à leur boîtier compact. Les lecteurs de codes à barres BCL 500i sont utilisés pour des distances de lecture particulièrement grandes associées à une profondeur de champ élevée.

Condition :
Les systèmes automatisés de stockage tampon dans le secteur de la peinture imposent aux capteurs des exigences similaires à celles de l'atelier carrosserie. On a notamment besoin de connaître les données de position dans la zone de déplacement / levage et d'assurer leur transmission optique. Le contrôle d'occupation des rayonnages et le contrôle de présence de la luge dans le système de levage sont également des applications typiques.
Solution :
Le positionnement selon les axes x et y est réalisé à l'aide de l'appareil laser de mesure de distance AMS 300i. Les barrages immatériels de transmission des données DDLS 500i sont disponibles pour la transmission optique de données jusqu'à 100 Mbits et une distance de 200 m, les capteurs de la série 10 pour le contrôle de l'occupation des rayonnages. Le contrôle de présence est effectué par des interrupteurs inductifs.

Condition :
Le préhenseur à vide du bras robotisé prélève automatiquement la pièce supérieure de la pile de platines et la place sur le système de convoyage du train de presses. Afin d'éviter les erreurs dans le processus de travail, toute la longueur de la platine doit être utilisée pour détecter si la pièce de dessous est également soulevée (p. ex. par effet d'adhérence).
Solution :
Les rideaux lumineux de commutation CSL surveillent toute la surface de la platine. En fonction des exigences, les appareils sont disponibles en différentes longueurs et résolutions. La combinaison de l'interface IO-Link intégrée et des sorties de commutation programmables librement garantit une intégration simple au sein de l'installation.

Condition :
Pendant le fonctionnement, un apport continu de matériel doit être garanti. Lorsque la dernière platine est saisie par le robot ou que le niveau de la pile de platines tombe en dessous d'une limite définie, le réapprovisionnement doit être demandé automatiquement. La hauteur d'empilement des platines doit donc être surveillée.
Solution :
Une large gamme de capteurs de distance mesurants ou à commutation est disponible. Le capteur à commutation HT 10 s'avère un bon choix pour surveiller le dépassement vers le bas d'une hauteur d'empilement définie. Il est également possible d'utiliser le capteur mesurant ODS 10 pour déterminer la hauteur d'empilement. Tous deux utilisent la mesure du temps de propagation des impulsions (ToF) pour la portée requise. Les câbles et les accessoires de fixation et de montage appropriés sont bien entendu aussi disponibles.

Condition :
À la fin du train de presses, les pièces de tôle finies et formées sont automatiquement prélevées et chargées sur des chariots de transport pour la suite du traitement. Pour commander le robot de préhension, il faut vérifier la présence des pièces sur le convoyeur à bande.
Solution :
La série HT 25 C dans la vaste gamme de capteurs à commutation s'avère adaptée. Les pièces brillantes tout comme les pièces sombres sont détectées de manière fiable. Des variantes à lumière rouge ou infrarouge sont également disponibles.

Condition :
Les pièces de tôle finies sont stockées dans des rayonnages mobiles qui sont ensuite transportés, p. ex. par des trains logistiques automatiques ou des AGV, jusqu'à l'atelier carrosserie pour la suite du traitement. Le code pour l'identification apposé sur le rack doit être lu pour s'assurer que le rack est ensuite mené vers la bonne utilisation.
Solution :
En fonction de l'emplacement du code et de la distance de lecture, un BCL 300i en scanner multitrame décode le code et transmet les données à l'API ou à l'ordinateur de flux matériel. Pour les grandes tolérances de position de l'étiquette, on utilise des modèles à miroir pivotant intégré.