








Presses hydrauliques, servo et mécaniques
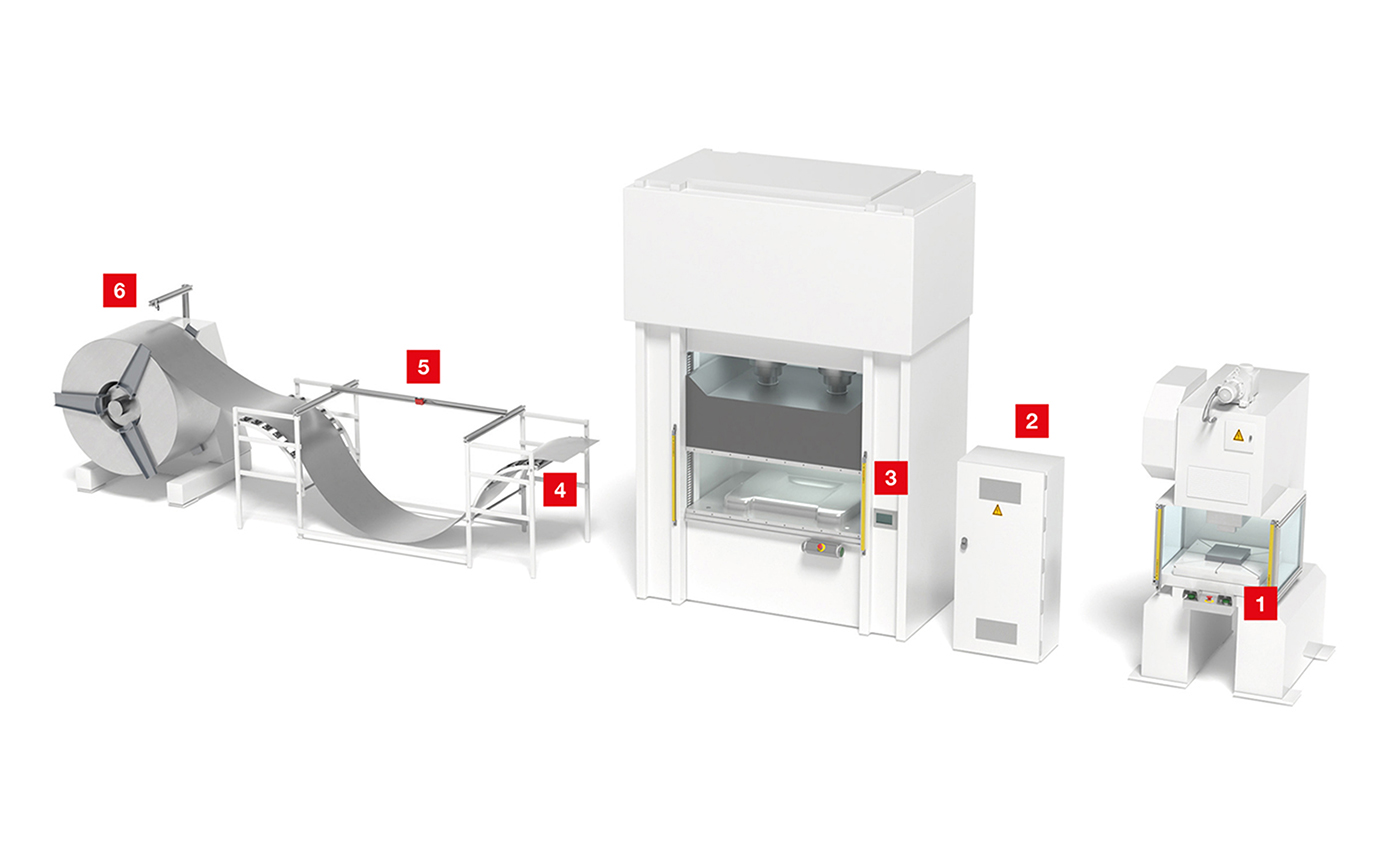
Les presses hydrauliques, servo et mécaniques sont employées dans tout l'éventail de la transformation des métaux. Lors de la transformation de tôles, l'opérateur de la machine doit, dans le cas d'une commande manuelle, être protégé de manière fiable contre l’éventualité de blessures. Avec des systèmes d'alimentation en tôles en option, les machines de découpe ou les presses peuvent être automatisées. Dans ce cas, la tôle est déroulée de la bobine de manière automatisée, puis acheminée vers une machine de découpe ou une presse. Une identification univoque et rapide du matériau est nécessaire au début du processus de déroulement. En cours de processus, il convient de contrôler que la tôle se déroule régulièrement afin de garantir une coupe précise.
Les capteurs de sécurité et commandes de Leuze peuvent être intégrés facilement dans les séquences de machines et de processus et sécurisent celles-ci de manière fiable et en empêchant toute manipulation involontaire. Nos capteurs mesurants pour la régulation de la boucle et le contrôle des arêtes permettent un déroulement fluide du processus d'alimentation en tôles. Nos capteurs à commutation détectent avec fiabilité la fin de la bobine.

Condition :
L'accès au poste dangereux doit être protégé par une barrière immatérielle de sécurité. S'il est possible de passer sous ou derrière ce capteur, une barrière immatérielle de sécurité supplémentaire est nécessaire pour détecter ces situations.
Solution :
Les barrières immatérielles de sécurité cascadables MLC 520 et MLC 520-S permettent l'enchaînement de jusqu'à 3 segments. Celles-ci sont intégrées à la commande via un raccordement commun. L'installation est ainsi simple et économique.
Condition :
Les exigences spécifiques pour la sécurité des presses mécaniques et hydrauliques sont décrites dans la norme EN ISO 16092. Afin de satisfaire à ces exigences, la séquence de mouvements des presses doit être surveillée par un contrôleur de sécurité.
Solution :
Les contrôleurs de sécurité MSI 400 disposent déjà de 24 entrées/sorties de sécurité dans le module de base et sont extensibles selon les besoins. La bibliothèque de fonctions spéciales avec des blocs fonctionnels sur mesure pour la commande et la mise en sécurité des presses permet une configuration simple et rapide.

Condition :
Le poste dangereux d'une presse doit être protégé par un équipement de protection électro-sensible. La distance nécessaire entre l'équipement de protection et le poste dangereux doit être la plus courte possible.
Solution :
Avec différentes résolutions à partir de 14 mm, les barrières immatérielles de sécurité des séries ELC 100 et MLC 500 offrent une détection sûre des doigts et des mains et permettent ainsi de courtes distances de sécurité. Grâce à leur conception optimisée, les ELC 100 et MLC 500 en version résistante aux vibrations sont particulièrement résistantes aux chocs et aux vibrations.

Condition :
L'installation de massicotage de platines découpe le matériau déroulé de la bande sans fin en plaques ou en platines. Pour que celles-ci présentent une forme et des dimensions identiques tout en restant à l'intérieur des tolérances, il est nécessaire de contrôler les arêtes avec précision.
Solution :
Avec leur grande reproductibilité de ± 0,03 mm, les fourches optiques à CCD GS 754B assurent une détermination précise de l'arête de la bande. Les appareils peuvent être intégrés de manière flexible via une sortie analogique ou une interface série.

Condition :
Dans l'installation de massicotage, le processus de coupe doit être découplé du transport de la bande. Le fléchissement de la boucle de bande doit être déterminé sans contact afin de transmettre les valeurs mesurées nécessaires au système de régulation pour définir la vitesse de tirage.
Solution :
Les capteurs des séries ODS 10 / 110 et ODSL 96, qui fonctionnent selon le principe de la mesure du temps de propagation des impulsions (TOF, Time-of-flight), offrent des portées de mesure de plusieurs mètres. Ils disposent d'une haute résolution et une reproductibilité élevée. Les appareils peuvent être intégrés de manière flexible via une sortie analogique, une interface série et IO-Link.

Condition :
Afin de déclencher le changement automatique de bobine avant la fin du matériau, le diamètre de la bobine doit être surveillé en permanence. Cela permet de réduire au minimum les temps d'arrêt coûteux.
Solution :
Les capteurs mesurants à ultrasons des séries DMU 300 / 400 offrent une plage de mesure particulièrement grande allant jusqu'à 6 000 mm. Les appareils robustes en version plastique ou tout en métal se distinguent par des temps de réaction courts et des résolutions élevées. Ils sont disponibles avec une sortie analogique en courant ou en tension, ainsi qu'une interface IO-Link.