








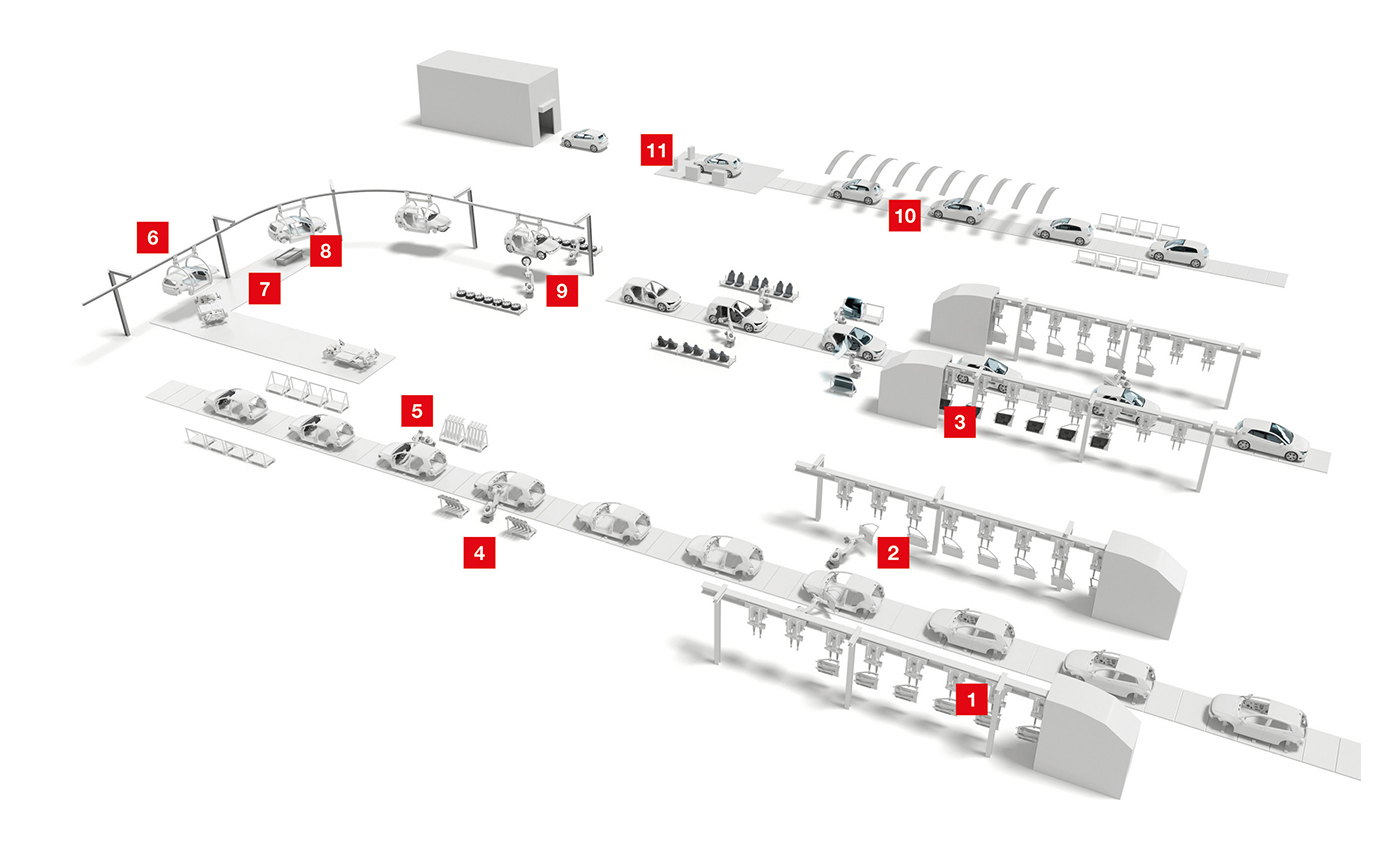
De eindmontage
Voordat een auto de fabriek verlaat, moeten talrijke individuele onderdelen en elementen worden samengevoegd tot modules en tot slot tot het eindproduct.
Op de deurenlijn worden de deurmodules met alle bijbehorende componenten gemonteerd. Bij de interieurbouw worden armdikke kabels gelegd, vloerbedekkingen vastgelijmd en de cockpit geplaatst. Parallel worden de motor en transmissie samengevoegd met de carrosserie. Uiteindelijk volgt het huwelijk: de complete aandrijflijn en de carrosserie worden voor altijd verbonden. Meer montagestappen voor wielen, ruiten, stoelen en koplampen volgen. Na het vullen met olie, brandstof en water, is het tijd voor de eindcontrole – het laatste station in het productieproces.
De positiecontrole behoort tot de meest belangrijke toepassingsgebieden voor sensoren bij de eindmontage. Ons brede portfolio optische afstandssensoren en barcode-positioneersystemen ondersteunt de talrijke montagestappen. De correcte toewijzing van de modules aan het voertuig wordt gewaarborgd door onze codelezers voor onderdeelidentificatie en talrijke oplossingen voor typecontrole.
Overzicht
")
Opgave:
De montage van de voertuigen begint eigenlijk met de demontage van de deuren. De deuren, die tijdens het verdere proces alleen zouden storen, worden gedemonteerd en verwerkt in een eigen deurenlijn. Bij het transport via elektrische hangbaan (EHB) moet door afstandsmeting worden gelet op botsgevaar bij de hangers.
Oplossing:
De optische afstandssensoren ODS 10 / HT10 en ODSL 96 controleren de afstand tussen de hangers. Apparaten uit de serie 10 meten op het object of – met een reikwijdte tot 8 m – op een bijbehorende reflector. De parametrering gebeurt via het display of IO-Link. Voor grotere reikwijdten is de serie ODSL 96 geschikt.

Opgave:
De gescheiden deuren moeten op basis van hun uitrusting worden gecompleteerd en aan het eind van het proces weer worden toegewezen aan het betreffende voertuig. Een papieretiket met een barcode identificeert de individuele deuren en helpt bij het traceren hiervan tijdens het productieproces. Voor de identificatie van de deuren moet de aangebrachte code worden gelezen.
Oplossing:
De barcodelezers BCL 300i registreren de codes tot een afstand van 700 mm. Voor grotere leesafstanden tot 2.400 mm worden de barcodelezers BCL 500i toegepast. Afhankelijk van de plaatsing van de code en de koppeling in de besturing zijn geschikte optiekvarianten en interfaces beschikbaar.

Opgave:
Bij de eindmontage worden vaak schuifplatforms toegepast. Bij de individuele stations moeten de werk-, resp. gevarenzones van de robots tegen toegang worden beveiligd.
Oplossing:
De veiligheidslaserscanners RSL 400 zijn door de parallelle bewaking van maximaal 4 veiligheidszones geschikt voor zonebeveiliging in geautomatiseerde productie-installaties en bij de samenwerking tussen mens en machine. De PROFIsafe-interface hiervan maakt een eenvoudige integratie in industriële netwerken mogelijk en biedt omvangrijke diagnosemogelijkheden.

Opgave:
De cockpit wordt met cobots (collaborative robot) of met montagehulpmiddelen in het voertuig geleid en moet daarna met de kleinst mogelijke toleranties in de definitieve positie worden gebracht. Hierbij moeten afmetingen en afstanden worden bepaald, die de manipulator belangrijke positie-informatie geven.
Oplossing:
De optische afstandssensoren ODS 9 zetten maatstaven bij precisie en bedieningscomfort. Ze leveren ook onder moeilijke omstandigheden, bijv. bij glanzende objecten, exacte meetwaarden. Deze kunnen worden afgelezen op het geïntegreerde display. Het ondersteunde IO-Link smart-sensor-profiel maakt een snelle en foutvrije apparaatwissel mogelijk.
")
Opgave:
Elektrische hangbanen (EHB) zorgen niet alleen voor het transport van de voertuigen. Ze maken door draaien, dalen of stijgen ook het uitlijnen van de carrosserieën mogelijk, voor het bereiken van zo optimaal mogelijke werkposities voor montagewerkzaamheden. Hiervoor moet de positie van de transporteenheid bij de drager continu en nauwkeurig worden bepaald.
Oplossing:
De compacte barcode-positioneersystemen BPS 300i maken een nauwkeurige positionering over een lengte van 10.000 m mogelijk. Interfaces voor veldbus, industrial Ethernet, evenals SSI-koppeling of seriële koppeling maken de integratie in de besturing eenvoudig en flexibel. Net zo eenvoudig is het configureren en de diagnose van de apparaten.

Opgave:
Bij het automobiele huwelijk wordt de carrosserie verbonden met de aandrijflijn. Hiervoor wordt de aandrijflijn onder de carrosserie geplaatst en daarna hier aan vastgeschroefd. Bij het heffen of dalen van de onderdelen moeten de afstanden van de componenten ten opzichte van elkaar worden bepaald.
Oplossing:
De lasertriangulatiesensoren ODS 9 zijn gemonteerd aan de montage-inrichting en bewaken de afstand tot de carrosserie, zodat deze nauwkeurig kan worden geplaatst. Ze bieden een optimale combinatie van reikwijdte, resolutie en reproduceerbaarheid. Verschillende uitgangen, evenals de IO-Link maken een optimale koppeling van de apparaten mogelijk.

Opgave:
Bij het dalen van de carrosserie moeten de positie van de ophanging bij het chassis en de positie van de schokdempers overeenkomen. Hiervoor moet de positie van de passing op het chassis worden bepaald en als X- en Y-coördinaten worden gegeven.
Oplossing:
De smart camera LSIS 400 controleert de afmetingen en de correcte plaatsing van beide onderdelen. Meerdere tools zijn beschikbaar voor het controleren van vormen en posities, bijv. de meet- en BLOB-functies. Door de gemotoriseerde scherpstelling ontstaat een flexibele toepassing. De parametrering gebeurt eenvoudig en comfortabel via een webbrowser.

Opgave:
De complete wielen – bestaande uit banden en velgen – worden opdrachtgerelateerd naar de montagelijn getransporteerd. Voor de correcte toewijzing van de wielen aan het voertuig moet de op een etiket aangebrachte barcode worden gelezen. Het etiket kan zich op een willekeurige positie op de omtrek bevinden.
Oplossing:
Voor een dekking van de totale band worden meerdere barcodelezers BCL 500i of BCL 600i gebruikt. De apparaten onderscheiden zich door een grote laserreikwijdte en scherpte-diepte. De identificatie van de code wordt ondersteund door de codefragmentatietechnologie, die deelresultaten samenvoegt tot een totaalresultaat.

Opgave:
Afhankelijk van het aantal modellen en de verschillende uitrustingsdetails van de deuren, moet bij de montage van de deuren worden gewaarborgd dat ze niet worden verwisseld. Hiervoor moet de contour van de deuren worden gecontroleerd.
Oplossing:
De metende lichtschermen CML 700i bieden met meetveldlengten tot 2.960 mm, verschillende resoluties en zeer korte cyclustijden de beste voorwaarden voor een betrouwbare oplossing voor talrijke eisen. Doordachte montageoplossingen en talrijke geïntegreerde interfaces vereenvoudigen het installeren en de integratie van de apparaten.

Opgave:
Om te zorgen dat het voertuig kan aandokken bij het vulstation, moet gewaarborgd zijn dat de motorkap geopend is. Dit moet door een geschikte sensor worden gedetecteerd.
Oplossing:
De metende en schakelende afstandssensoren ODS 110 / HT 110 werken volgens het principe van Time-of-Flight (TOF) en bieden bij afstanden van maximaal 5 m betrouwbare resultaten. De parametrering gebeurt eenvoudig via een teach-knop of IO-Link. Door de compacte afmetingen kunnen de apparaten flexibel in de installatie worden geïntegreerd.

Opgave:
De voertuigen worden automatisch gevuld in het station. Omdat tijdens het vulproces geen personen binnen de installatie aanwezig mogen zijn, moet de toegang tot het station worden beveiligd. Tegelijkertijd moet het veiligheidssensorsysteem het transport van de voertuigen in het station mogelijk maken. Ook moet de gesloten toestand van de pendelkleppen worden bewaakt.
Oplossing:
De veiligheidslichtschermen MLC 530 SPG met Smart Process Gating hebben geen extra muting-sensoren nodig voor de overbrugging voor het transportgoed en garanderen een hoge beschikbaarheid en hoge manipulatiebeveiliging. De gedeeltelijke gating bewaakt met de bovenste stralen van het veiligheidslichtscherm tegelijkertijd ook de pendelkleppen.