

")

")
")
")



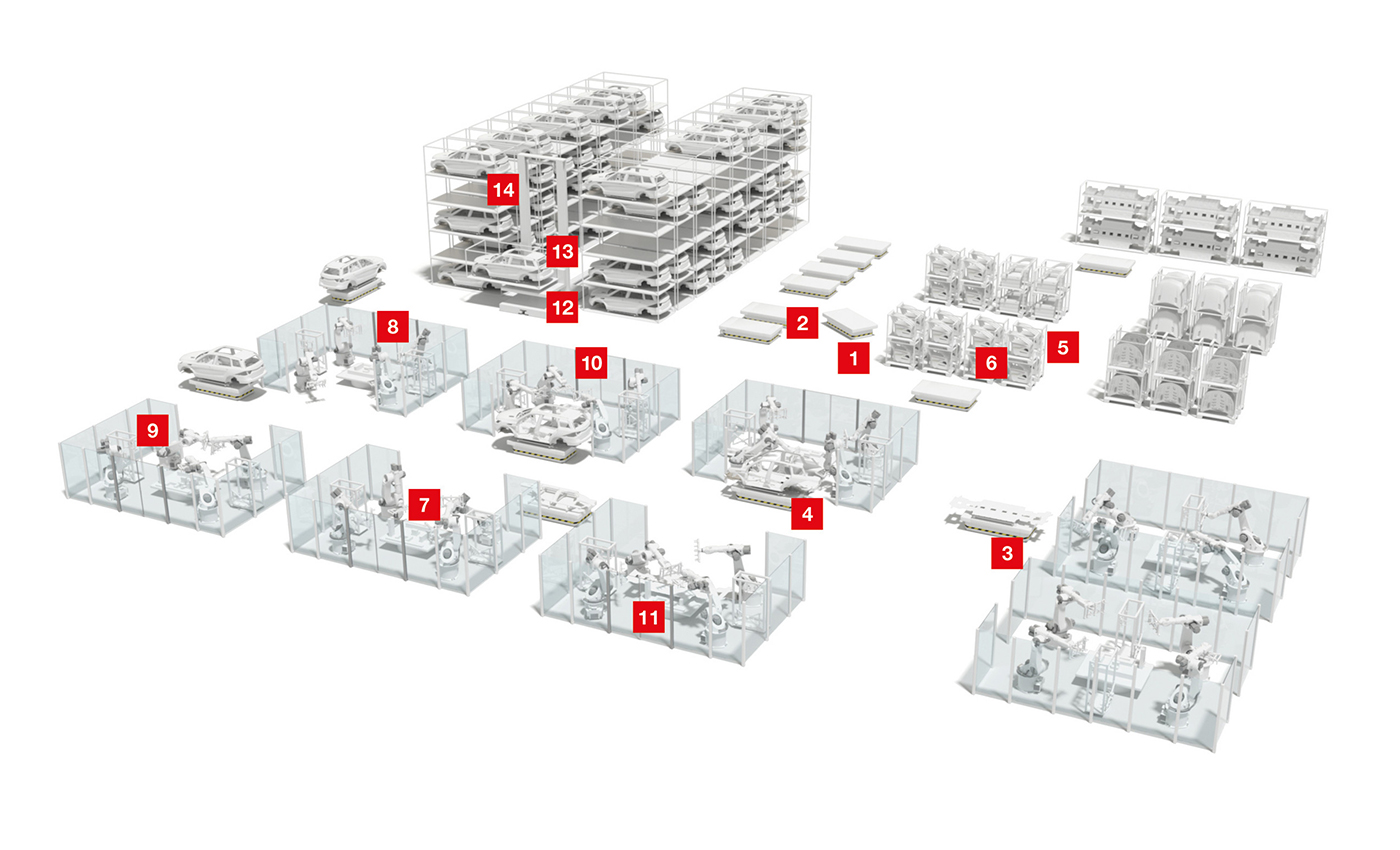
De ruwbouw
Honderden individuele onderdelen worden samengevoegd tot één carrosserie.
De carrosseriebouw is het meest geautomatiseerde gedeelte van de automobielproductie. Typische werkprocessen omvatten lassen, omzetten en laseren, maar ook klinken en schroeven en steeds vaker lijmen. Robotcellen, samenwerkende robots en transporttechnieksystemen, zoals SKID's of elektrische hangbanen, bepalen de processen.
De fabriek van de toekomst onderscheidt zich door nog flexibelere productieconcepten. Dit vraagt om een hoge variantenveelvoud, just-in-time materiaaltoevoer en compensatie van piekbelastingen. Magazijnzones en productie worden gescheiden. De montage gebeurt in flexibele celstructuren. Hiertussen verzorgen onbemande transportsystemen (AGV) het materiaaltransport.
Het toepassingsspectrum van onze sensoren bij de ruwbouw is omvangrijk. Veiligheidslaserscanners beveiligen AGV's en leveren gegevens voor de navigatie hiervan. Sensoren voor aanwezigheids- en positiecontrole zorgen voor wrijvingsloze processen en onze veiligheidssensoren waarborgen de vereiste machineveiligheid.
Overzicht

Opgave:
Het rijtraject van het onbemand transportsysteem moet worden beveiligd met veiligheidssensoren. De veiligheidszones moeten hierbij flexibel worden aangepast aan de rij- en beladingssituatie. Wordt het principe van natural navigation toegepast, moet het apparaat tegelijkertijd de meetgegevens voor de navigatiesoftware leveren.
Oplossing:
De veiligheidslaserscanner RSL 400 verenigt veiligheidstechniek en hoogwaardige uitgifte van meetwaarden in één apparaat. Hij heeft een scanbereik van 270° en 100 omschakelbare veldparen. Zo wordt het onbemand transportsysteem met 2 scanners optimaal beveiligd. De meetgegevens hebben een hoge hoekresolutie van 0,1° en een geringe meetfout.

Opgave:
Een AGV moet zich veilig en efficiënt bewegen in de ruimte. Vaak vormen uitgebreide productie- en magazijnzones echter een uitdaging. Voor de integratie in vlakke voertuigen zijn bovendien veel sensoren ongeschikt door hun afmetingen.
Oplossing:
Een contrastrijk spoor op de ondergrond vormt de route voor de AGV. De optische spoorgeleidingssensor OGS 600 herkent via kantdetectie het spoor en verstuurt besturingssignalen naar de aandrijving van het voertuig. De minimale afstand hiervan t.o.v. de vloer is slechts 10 mm.

Opgave:
De toegang tot de magazijnzone moet door opto-elektronische veiligheidssensoren worden beveiligd, zonder de bewegingsvrijheid binnen de werkomgeving te beperken.
Oplossing:
De veiligheidslaserscanner RSL 400 is boven de toegangszone geïnstalleerd en de veiligheidszone is verticaal uitgelijnd. Zo wordt de werkomgeving niet beïnvloed. Door twee zelfstandige beveiligingsfuncties kan één RSL 400 twee toegangen tegelijkertijd bewaken. De netwerkintegratie gebeurt eenvoudig via PROFINET- / PROFIsafe-interfaces.

Opgave:
Tijdens bedrijf moet de materiaaltoevoer op elk moment gewaarborgd zijn. Als een deel van het magazijn leeg raakt, wordt omgeschakeld naar de afname uit een locatie in de buurt en wordt opdracht gegeven om na te vullen. Het vulniveau van het magazijn moet continu worden bewaakt en het sensorsysteem moet door mechanische / ruimtelijke omstandigheden betrouwbaar werken over grote afstanden.
Oplossing:
De metende sensoren ODS 10 of – voor hogere resoluties – ODKL 96 en de schakelende sensoren uit de serie HT 10 leveren ook op een afstand van enkele meters stabiele resultaten. Ook glanzende en spiegelende oppervlakken worden veilig gedetecteerd.

Opgave:
Gecodeerde informatie op de SKID moet contactloos worden geregistreerd, voor het volgen van het productieproces. Hierbij moet worden gelet op voldoende afstand tussen sensor en SKID / AGV, zodat de route van de AGV niet wordt gehinderd.
Oplossing:
De barcode- en RFID-techniek zijn geschikt voor het lezen van gecodeerde informatie. De barcode-techniek geeft de gelezen gegevens door aan een centrale database. Een decentrale automatisering vraagt echter ook om het schrijven van gegevens. Hier wordt de RFID-techniek toegepast: met de RFID-schrijf-/leesapparaten RFM 32 of – voor grotere reikwijdten – RFM 62.

Opgave:
De aanwezigheid van onderdelen, evenals vormen, gaten en uitsparingen of andere speciale kenmerken, moeten voor het samenvoegen en bewerken worden gedetecteerd. Vaak moet de detectie plaatsvinden vanaf een veilige afstand.
Oplossing:
De reflectorlichttasters met achtergrondonderdrukking HT 3 voor kortere reikwijdten en HT 46C voor grotere reikwijdten, zorgen voor een betrouwbare aanwezigheidscontrole. Modellen met verschillende lichtvlekgeometrieën bieden een optimale aanpassing aan de toepassing. Er zijn flexibele bevestigingen, kabels en IO-Link varianten beschikbaar.

Opgave:
Voor de betreffende werkstap is een typecontrole noodzakelijk. Deze gebeurt door de herkenning van constructieonderdelen in verschillende varianten. Omdat de controles tijdens het lopende werkproces moeten plaatsvinden, moeten de sensoren buiten het robotwerkbereik worden geïnstalleerd.
Oplossing:
De compacte metende en schakelende TOF-sensoren ODS 110 / HT 110 zijn geschikt voor krappe inbouwsituaties. Ze bieden een reikwijdte van maximaal 5 m. Voor grotere reikwijdten worden de apparaten ODS 10 / HT 10 toegepast.

Opgave:
Zones met gevaarlijke bewegingen kunnen voor onderhoudsdoeleinden worden betreden via veiligheidsdeuren. Komt de beweging na het openen van de deur niet direct tot stilstand, moet de deur met een veiligheidsschakelaar met vergrendeling worden beveiligd. Werk- en signaaltoestanden moeten worden gesignaleerd.
Oplossing:
De robuuste veiligheidsschakelaars met vergrendeling uit de L-serie vergrendelen veiligheidsdeuren tot de vrijgave via een elektrisch signaal. Naast standaardvarianten zijn apparaten met geïntegreerde bedieningsknoppen en noodstop, evenals met RFID-gecodeerde bedieningselementen beschikbaar. Optische en akoestische signaalgevers uit de A7-serie completeren de geïntegreerde LED-toestandsindicaties.

Opgave:
De gevarenzone van de robot en het werkgebied van het overdrachtsstation moeten gedurende het gehele proces worden beveiligd tegen toegang door personen. Hierbij moet het voertuig het werkgebied volautomatisch kunnen binnenrijden en verlaten.
Oplossing:
De veiligheidsoplossing voor robots / AGV-overdrachtsstations beveiligt de totale zone bij het overdrachtsstation met veiligheidslaserscanners. Bij het passeren van het voertuig wordt de veiligheidszone dynamisch aan de positie van het voertuig aangepast, door de omtrek van het onbemand transportsysteem uit de veiligheidszone te muten.

Opgave:
Voor kwaliteits- en volledigheidscontroles moeten vormen of kenmerken worden geregistreerd en afhankelijk van de taakstelling op tolerantie, nauwkeurigheid, maatvastheid, evenals volledigheid worden gecontroleerd. De overdracht van coördinaten en parameters moet naar keuze via digitale in-/uitgangen of seriële interface gebeuren.
Oplossing:
De smart camera LSIS 462i biedt naast de BLOB-analyse en code-lezing ook de mogelijkheid voor het meten van afstanden en geometrische vormen (cirkels, lijnen en kanten) via één bedieningsscherm. Acht vrij programmeerbare in-/uitgangen en een Industrial-Ethernet interface zijn beschikbaar voor de communicatie.

Opgave:
Om te zorgen dat een AGV naar de volgende werkplek kan gaan rijden, moet de aanwezigheid en de correcte positionering van de carrosserie op de AGV worden gecontroleerd. Hierbij moet een markant carrosseriedeel op een exact gedefinieerde afstand worden herkend.
Oplossing:
De voordelige reflextasters met achtergrondonderdrukking uit de serie HT 25C blinken ook bij glanzende materialen uit door hun hoge detectiezekerheid. Varianten met rood licht, infrarood en laser met beschermingsklasse 1, evenals verschillende lichtvlekgrootten, maken een optimale aanpassing aan de eisen mogelijk.

Opgave:
Het stellingbedieningsapparaat, resp. de hefinrichting moet op basis van de op te halen pallet in X-richting (rijas) en Y-richting (hefas) worden gepositioneerd. Rijcommando's en positioneringsgegevens moeten optisch worden overgedragen naar de besturing, om een hoge beschikbaarheid van de installatie te kunnen waarborgen.
Oplossing:
Voor de exacte positionering worden de laser-afstandsmeetapparaten AMS 300i of de barcode-positioneersystemen BPS 300i toegepast. De datatransmissiefotocellen DDLS 500i werken zonder offset storingsvrij direct naast de AMS 300i apparaten. Selecteerbare reikwijdten, interfaces en protocollen zorgen voor optimale oplossingen.

Opgave:
Om te controleren of de uitloop van de hefinrichting vrij is, moet de aanwezigheid van de SKID of de carrosserie op de hefinrichting worden gecontroleerd.
Oplossing:
Inductieve sensoren zijn hier een goede keus. Omdat de toleranties bij de SKID en hefinrichting moeten worden gecompenseerd, worden sensoren met een grote tastafstand aanbevolen, bijv. de hoekige bouwvormen van de IS / ISS 244 of de cilindrische bouwvormen met 3-voudige schakelafstand uit de serie IS 200.

Opgave:
Voordat een carrosserie van de hefinrichting in een vrij vak mag worden afgezet, moet worden gecontroleerd of het vak vrij of bezet is. Om verschillende carrosserieën te kunnen opslaan, moet de SKID worden gebruikt voor de detectie.
Oplossing:
Voor reikwijdten tot 2,5 m worden de compacte lichttasters HRT 25 LR toegepast. Als er een grotere reikwijdte vereist is, dan zijn de metende afstandssensoren ODS 10 of de schakelende lichttasters HT 10 geschikt.