








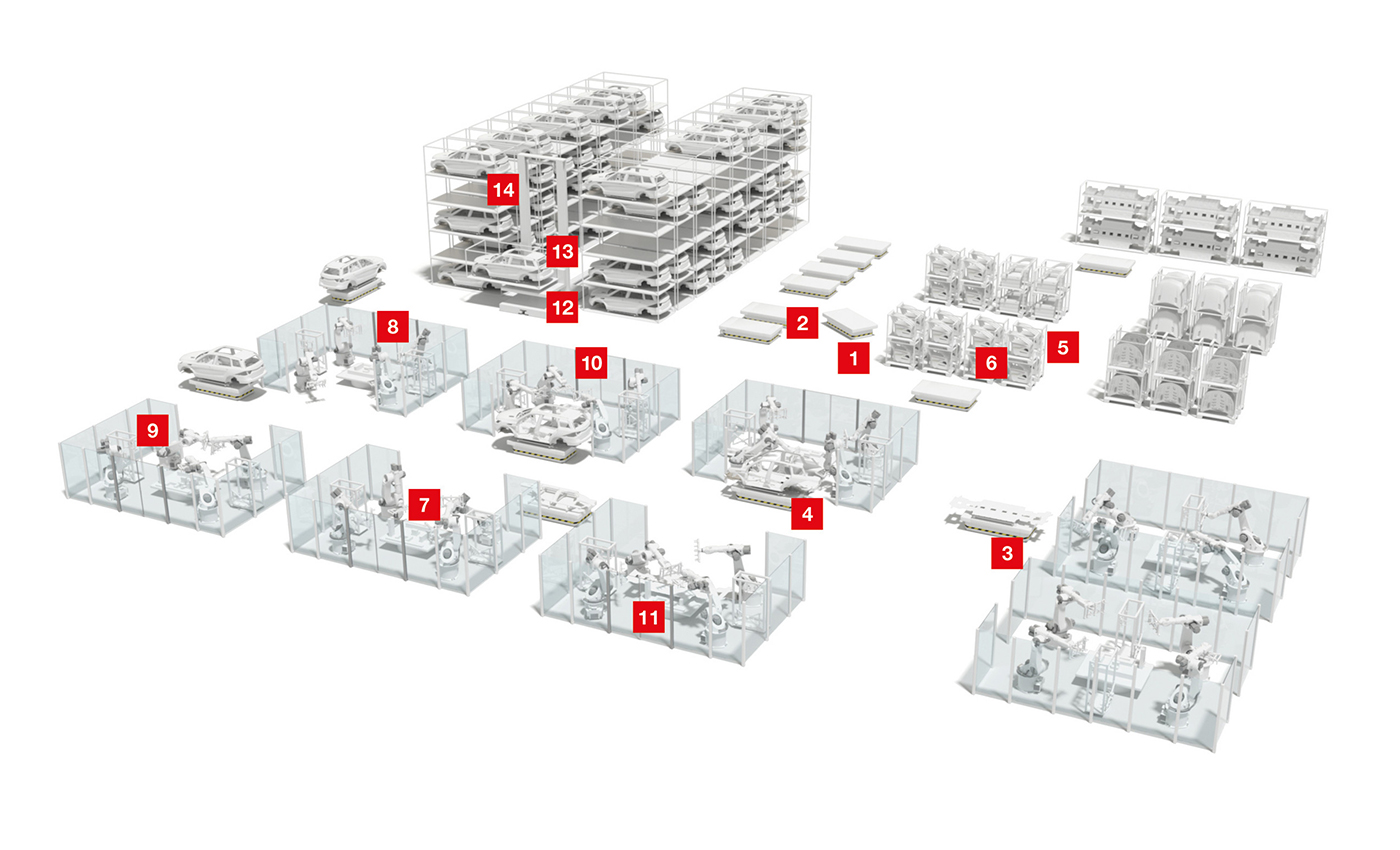
A carroceria em bruto
Centenas de peças individuais são montadas para formar uma carroceria.
A construção da carroceria é a área mais automatizada na fabricação automotiva. Soldagem, rebordo e laser, assim como rebitagem e parafusamento e – cada vez mais – colagem são processos de trabalho típicos. Células robóticas, robôs colaborativos e sistemas de transporte, como skids ou monovias eletrificadas, determinam os processos.
A fábrica do futuro se caracteriza por conceitos de fabricação ainda mais flexíveis. Uma grande diversidade de variantes, a disponibilização de materiais «just in time» e o amortecimento da demanda de pico são necessários. As áreas de estocagem e produção são separadas. A montagem é realizada em estruturas de célula flexíveis. Sistemas de transporte não tripulado (AGV) transportam materiais entre todas as áreas.
Nossos sensores são usados para uma ampla gama de aplicações na carroceria em bruto. Scanners laser de segurança protegem os AGVs e fornecem dados para sua navegação. Sensores para o controle de presença e posição garantem processos suaves e nossos sensores de segurança garantem a segurança necessária das máquinas.

Exigência:
Proteção do trajeto do AGV com sensores de segurança. Ao mesmo tempo, as áreas de proteção devem ser adaptadas de maneira flexível à situação de movimento e carga. Se for utilizado o princípio da Natural Navigation, o dispositivo deve disponibilizar simultaneamente os dados de medição para o software de navegação.
Solução:
O scanner laser de segurança RSL 400 combina em um dispositivo a tecnologia de segurança e uma emissão de alta qualidade do valor medido. Ele dispõe de uma faixa de varredura de 270° e 100 pares de áreas comutáveis. Assim, o AGV é protegido da maneira ideal com 2 scanners. Os dados de medição possuem uma alta resolução angular de 0,1° e uma divergência de medição pequena.

Exigência:
Um AGV deve se movimentar de maneira segura e eficiente dentro da sala. Muitas vezes, no entanto, áreas extensas de produção e armazenamento representam um desafio. Além disso, muitos sensores não são adequados para a integração em veículos planos devido às suas dimensões.
Solução:
Um rastro de alto contraste no chão forma a rota para o AGV. O sensor de rastreamento ótico OGS 600 utiliza a detecção de arestas para detectar o rastro e envia sinais de comando para o acionamento do veículo. Sua distância mínima em relação ao solo é de apenas 10 mm.

Exigência:
O acesso à área de estocagem deve ser protegido por sensores de segurança optoeletrônicos, sem restringir as possibilidades de movimentação na área de trabalho.
Solução:
O scanner laser de segurança RSL 400 é instalado acima da área de acesso e a área de proteção é orientada na vertical. Dessa maneira, a área de trabalho não é afetada. Através de duas funções de proteção independentes, um RSL 400 pode monitorar dois acessos simultaneamente. A integração na rede é realizada de maneira simples através de interfaces PROFINET/PROFIsafe.

Exigência:
Durante a operação, o fornecimento de material deve estar sempre garantido. Se um local de estocagem ficar vazio, a retirada de material é mudada para outro local adjacente e o reabastecimento do local vazio é solicitado. O nível de enchimento do local de estocagem deve ser monitorado continuamente, e os sensores devem funcionar de maneira confiável nas condições mecânicas/de espaço ao longo de grandes distâncias.
Solução:
Os sensores de medição ODS 10 ou – para resoluções maiores – ODKL 96 e os sensores de chaveamento da série HT 10 fornecem resultados estáveis mesmo ao longo de vários metros. Superfícies brilhantes e reflexivas também são detectadas com segurança.

Exigência:
Informações codificadas devem ser detectadas sem contato no skid, a fim de rastrear o processo de fabricação. Deve ser garantida uma distância suficiente entre o sensor e o skid/AGV para não obstruir o trajeto de deslocamento do AGV.
Solução:
As tecnologias de código de barras e RFID são adequadas para a leitura de informações codificadas. A tecnologia de código de barras encaminha os dados lidos para um banco de dados central. No entanto, uma automação descentralizada também requer a escrita de dados. É aqui que a tecnologia RFID é usada: com os dispositivos RFID de escrita/leitura, RFM 32 ou RFM 62 para alcances maiores.

Exigência:
A presença de componentes, assim como formas, furos e recessos ou outras caraterísticas especiais deve ser detectada antes da junção e do processamento. Muitas vezes, a detecção deve ser realizada a uma distância segura.
Solução:
Os sensores fotoelétricos difusos com supressão de fundo HT 3 para alcance curto e HT 46C para longo alcance garantem um controle de presença confiável. Modelos com diferentes geometrias do ponto de luz oferecem uma adaptação ideal à aplicação. Estão disponíveis fixações flexíveis, cabos e variantes IO-Link.

Exigência:
Uma verificação de tipo é necessária para a respectiva etapa de trabalho. Ela é realizada através da detecção de elementos estruturais em diversas variantes. Como as verificações devem ser realizadas durante o processo de trabalho, os sensores devem ser instalados fora das áreas de trabalho dos robôs.
Solução:
Os sensores TOF compactos de medição e chaveamento ODS 110/HT 110 são adequados para situações de montagem em espaços confinados. Eles oferecem um alcance de até 5 m. Para alcances maiores são usados os dispositivos ODS 10/HT 10.

Exigência:
Áreas com movimentos perigosos podem ser acessadas através de portas de segurança para fins de manutenção. Caso estes movimentos perigosos não parem imediatamente após abrir a porta, a porta deve ser protegida através de uma chave de segurança com trava. O que se pretende é que estados de trabalho e segurança sejam sinalizados.
Solução:
As robustas chaves de segurança com trava da série L bloqueiam as portas de segurança até a liberação através de um sinal elétrico. Além das variantes padrão, estão disponíveis dispositivos com botões de controle integrados e parada de emergência, assim como dispositivos com atuador com codificação RFID. Sinalizadores óticos e acústicos da série A7 complementam os indicadores de estado LED integrados.

Exigência:
As zonas de perigo do robô e do campo de trabalho da estação de transferência devem ser protegidas contra o acesso de pessoas durante todo o processo. Ao mesmo tempo, o veículo deve poder percorrer e sair do campo de trabalho de maneira totalmente automática.
Solução:
A solução de segurança para robôs/estações de transferência de AGVs protege toda a área da estação de transferência através de scanners laser de segurança. Durante a passagem do veículo, a área de proteção se adapta dinamicamente à posição do veículo, suprimindo o contorno do AGV da área de proteção.

Exigência:
Para o controle de qualidade e integridade, devem ser detectados formatos ou caraterísticas e, dependendo da tarefa, verificados quanto a tolerância, precisão, precisão dimensional e integridade. A transmissão de coordenadas e parâmetros deve ser realizada opcionalmente através de entradas/saídas digitais ou de interfaces seriais.
Solução:
Além da análise BLOB e da leitura de códigos, a câmera inteligente LSIS 462i também pode ser usada para a medição de distâncias e formas geométricas (círculos, linhas e arestas) através de uma interface do usuário. Oito entradas/saídas livremente programáveis e uma interface Ethernet industrial estão disponíveis para a comunicação.

Exigência:
Para que o AGV possa iniciar o deslocamento para o próximo local de trabalho, é necessário verificar a presença e o posicionamento correto da carroceria no AGV. Para isso, é preciso detectar uma parte marcante da carroceria a uma distância definida com precisão.
Solução:
Os econômicos sensores reflexivos com supressão de fundo da série HT 25C impressionam até mesmo no caso de materiais brilhantes, graças à elevada segurança de detecção. Variantes com luz vermelha, infravermelha e laser da classe de proteção 1, assim como diferentes tamanhos do ponto de luz, permitem a adaptação ideal às exigências.

Exigência:
O sistema de armazenagem automática ou o elevador deve ser posicionado no sentido x (eixo de deslocamento) e no sentido y (eixo de elevação) em relação ao palete para onde o movimento é efetuado. Comandos de deslocamento e dados de posição devem ser transmitidos por via ótica ao controle para garantir uma alta disponibilidade da instalação.
Solução:
Para o posicionamento exato são utilizados os dispositivos de medição de distância a laser AMS 300i ou os sistemas de posicionamento por código de barras BPS 300i. As barreiras de luz para a transmissão de dados DDLS 500i funcionam sem falhas e sem desvios, diretamente ao lado dos dispositivos AMS 300i. Alcances de operação, interfaces e protocolos selecionáveis garantem soluções ideais.

Exigência:
Para verificar se a saída do elevador está livre, é necessário verificar a presença do skid ou da carroceria no elevador.
Solução:
Os sensores indutivos são indicados para isso. Como é necessário compensar o skid e as tolerâncias do elevador, são recomendados sensores com grande distância de detecção, por ex., os formatos cúbicos IS/ISS 244 ou os formatos cilíndricos com distância de chaveamento tripla da série IS 200.

Exigência:
Antes de uma carroceria poder ser movimentada do elevador para uma prateleira vazia, é preciso verificar se a prateleira está livre ou ocupada. Para que seja possível armazenar carrocerias diferentes, o skid deve ser utilizado para detecção.
Solução:
Os sensores fotoelétricos difusos compactos HRT 25 LR são utilizados para alcances de até 2,5 m. Para alcances maiores são recomendados os sensores de medição de distância ODS 10 ou os sensores fotoelétricos difusos de chaveamento HT 10.