








A montagem final
Antes de o casamento ser celebrado na produção de automóveis, inúmeras peças e elementos individuais devem ser montados e processados para criar produtos parciais e finais.
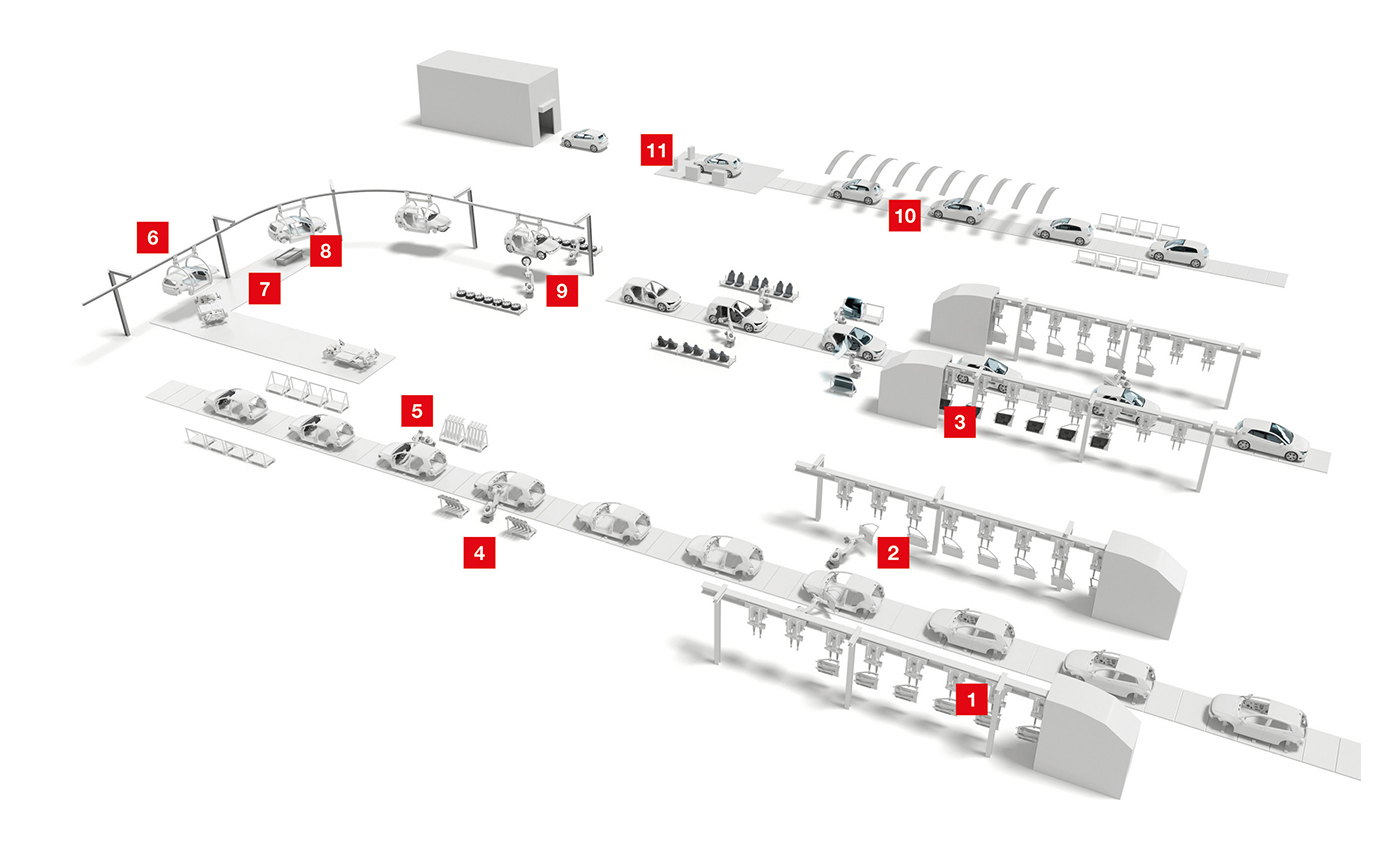
A montagem dos módulos da porta, com todas as suas peças anexas, ocorre na linha de montagem da porta. Na montagem do compartimento interno, cabos com a espessura de um braço são colocados, carpetes são colados e o cockpit instalado. Paralelamente, motor e transmissão são unidos ao chassi. Por fim, o casamento é celebrado: o trem de força completo e a carroceria estão unidos para sempre. Seguem-se outras etapas de montagem para rodas, vidros, bancos e faróis. Após o abastecimento com óleo, combustível e água, é realizada a inspeção final – a última estação do processo de fabricação.
O controle de posição está entre as áreas de aplicação mais importantes dos sensores na montagem final. Nossa ampla gama de sensores de distância óticos e sistemas de posicionamento por código de barras suporta as diversas etapas de montagem. Nossos leitores de códigos para identificação de peças e inúmeras soluções para verificações de tipo garantem a atribuição correta dos subconjuntos ao veículo.
")
Exigência:
A montagem dos veículos começa, na verdade, com a desmontagem das portas. As portas, que interfeririam nas etapas subsequentes, são desmontadas e processadas separadamente na linha de portas. Durante o transporte através de monovias eletrificadas, o equipamento de suspensão deve ser protegido contra colisão através da medição de distâncias.
Solução:
Os sensores de distância óticos ODS 10/HT10 e ODSL 96 verificam a distância entre os equipamentos de suspensão. Dispositivos da série 10 realizam a medição no objeto ou – com um alcance de até 8 m – em um refletor cooperante. A parametrização é realizada através do display ou de IO-Link. A série ODSL 96 é adequada para alcances maiores.

Exigência:
As portas separadas devem ser concluídas de acordo com o equipamento especificado e então reatribuídas ao respectivo veículo ao final do processo. Uma etiqueta de papel com código de barras identifica a porta individual e ajuda a rastreá-la durante o processo de fabricação. O código aplicado deve ser lido para a identificação das portas.
Solução:
Os leitores de códigos de barras BCL 300i detectam os códigos até uma distância de 700 mm. Para distâncias de leitura maiores, de até 2.400 mm, são utilizados os leitores de códigos de barras BCL 500i. Dependendo da disposição do código e da integração ao controle, estão disponíveis variantes de ótica e interfaces adequadas.

Exigência:
Muitas vezes, skids de empuxo são usados na montagem final. As áreas de trabalho ou de risco dos robôs devem ser protegidas contra o acesso nas estações individuais.
Solução:
Através do monitoramento paralelo de até 4 áreas de proteção, os scanners laser de segurança RSL 400 são adequados para a proteção de áreas em instalações de produção automatizadas e em colaborações homem-robô. A interface PROFIsafe facilita a integração em redes industriais e oferece amplas possibilidades de diagnóstico.

Exigência:
O cockpit é guiado para dentro do veículo com a ajuda de cobots ou auxiliares de montagem e deve ser colocado na posição final com as menores tolerâncias possíveis. Para isso, devem ser determinadas distâncias e espaçamentos que forneçam ao manipulador informações importantes sobre a posição.
Solução:
Os sensores de distância óticos ODS 9 estabelecem padrões nos quesitos de precisão e conforto de operação. Eles fornecem valores de medição exatos, mesmo em condições difíceis, por ex., no caso de objetos brilhantes. Estes valores podem ser lidos no display integrado. O perfil de sensor inteligente IO-Link compatível permite uma troca de dispositivos rápida e à prova de falhas.
")
Exigência:
As monovias eletrificadas não assumem apenas o transporte dos veículos. Girando, abaixando ou levantando, elas também permitem um alinhamento das carrocerias, atingindo assim posições de trabalho ideais para os operadores de montagem. Para isso, a posição da unidade de transporte no transportador deve ser determinada de forma contínua e exata.
Solução:
Os sistemas compactos de posicionamento por código de barras BPS 300i permitem o posicionamento exato em um comprimento de até 10.000 m. Interfaces para fieldbus, Ethernet industrial e conexões SSI ou seriais tornam a integração ao controle simples e flexível. A configuração e o diagnóstico dos dispositivos são igualmente fáceis.

Exigência:
Durante a celebração do casamento na produção automotiva, a carroceria é unida ao trem de força. Para isso, o trem de força é introduzido por baixo da carroceria e, em seguida, parafusado permanentemente a ela. Ao levantar ou abaixar as peças, é necessário determinar as distâncias entre os componentes.
Solução:
Os sensores de triangulação a laser ODS 9 estão instalados no dispositivo de montagem e monitoram a distância em relação à carroceria, a fim de permitir um posicionamento exato. Eles oferecem uma combinação ideal de alcance, resolução e reprodutibilidade. Várias saídas, bem como IO-Link, permitem a integração ideal dos dispositivos.

Exigência:
Ao abaixar a carroceria, a posição da suspensão no chassi e a posição dos amortecedores devem coincidir. Para isso, a posição do ajuste no chassi deve ser determinada e emitida como coordenadas x e y.
Solução:
A câmera inteligente LSIS 400 verifica as dimensões e o assentamento correto de ambas as peças. Várias ferramentas estão disponíveis para a verificação de formas e posições, por ex., as funções de medição e BLOB. O ajuste de foco motorizado contribui para uma utilização flexível. A parametrização é realizada de maneira simples e confortável através de um navegador de web.

Exigência:
As rodas completas – compostas por pneus e aros – são transportadas para a linha de montagem de acordo com o pedido. O código de barras na etiqueta deve ser lido para a correta atribuição das rodas ao veículo. A etiqueta pode se encontrar em qualquer ponto na circunferência da roda.
Solução:
Para cobrir todo o pneu, são usados vários leitores de códigos de barras BCL 500i ou BCL 600i. Os dispositivos se caracterizam por um grande alcance de leitura e elevada profundidade de campo de leitura. A identificação do código é suportada pela tecnologia de reconstrução de código, que reúne os resultados parciais em um resultado geral.

Exigência:
Dependendo da quantidade de modelos e dos diferentes detalhes de equipamento das portas, durante a montagem das portas, é necessário garantir que não ocorram trocas acidentais. Para isso, o contorno das portas deve ser verificado.
Solução:
Com comprimentos do campo de medição de até 2.960 mm, diversas resoluções e períodos de ciclo muito curtos, as cortinas de luz de medição CML 700i oferecem as melhores condições para a solução confiável de inúmeras exigências. Soluções de montagem inteligentes e uma diversidade de interfaces integradas facilitam a instalação e a integração dos dispositivos.

Exigência:
Para que o veículo possa ser colocado na estação de abastecimento, é necessário garantir que o capô do motor esteja aberto. Isto deve ser detectado por meio de um sensor adequado.
Solução:
Os sensores de distância de medição e chaveamento ODS 110/HT 110 funcionam de acordo com o método de tempo de voo do pulso (TOF, Time of Flight) e oferecem resultados confiáveis ao longo de distâncias de até 5 m. A parametrização ocorre de maneira simples, através de uma tecla de teach ou IO-Link. Graças às dimensões compactas, os dispositivos podem ser integrados de maneira flexível na instalação.

Exigência:
Os veículos são abastecidos automaticamente na estação. Como nenhuma pessoa pode se encontrar dentro da instalação durante o processo de abastecimento, o acesso à estação deve ser protegido. Ao mesmo tempo, os sensores de segurança visam permitir o transporte do veículo para dentro da estação. Além disso, deve ser monitorado o estado de fechamento das abas de vaivém.
Solução:
As cortinas de luz de segurança MLC 530 SPG com Smart Process Gating não precisam de sensores de muting adicionais para fazer o bypass para o transporte do veículo e garantem alta disponibilidade e alta proteção contra manipulações. Ao mesmo tempo, o gating parcial usa os feixes superiores da cortina de luz de segurança para monitorar também as abas de vaivém.