








Prensas hidráulicas, servo e excêntricas
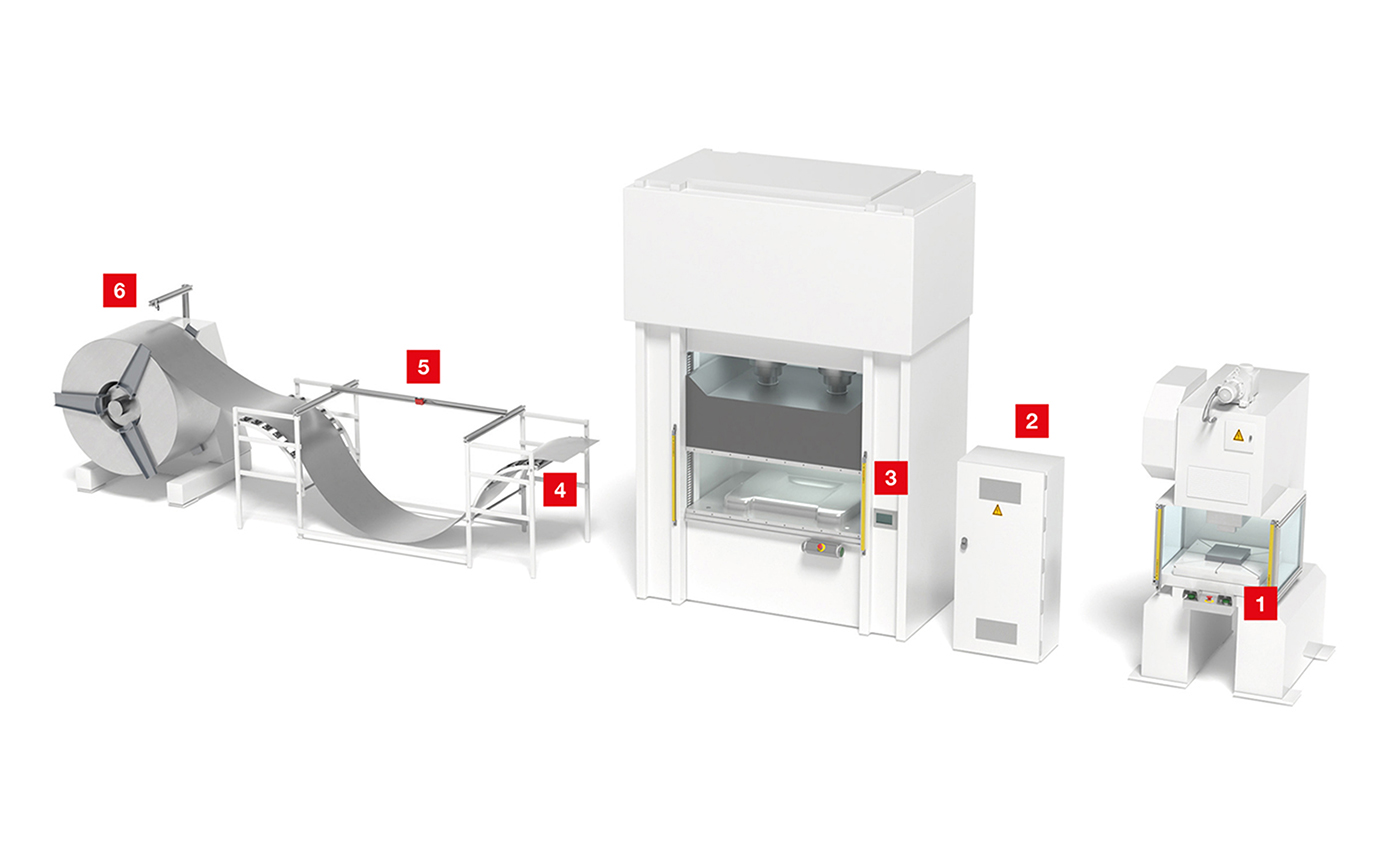
As prensas hidráulicas, servo e excêntricas são usadas em todo o espectro da transformação de metal. Na transformação de chapas, o operador de máquinas deve ser protegido contra ferimentos de maneira confiável em caso de operação manual. Máquinas de corte ou prensas podem ser automatizadas usando a alimentação de chapas opcional. Neste caso, a chapa é desenrolada da bobina de maneira automatizada e alimentada em uma máquina de corte ou prensa. No início do processo de desenrolamento é necessário realizar uma identificação rápida e inequívoca do material. Durante o processo de desenrolamento, é preciso verificar a chapa quanto ao desenrolamento uniforme, a fim de garantir um processamento posterior preciso no corte.
Os sensores e controles de segurança da Leuze podem ser facilmente incorporados nos processos da máquina e fluxos de processo, protegendo-os de maneira confiável e à prova de manipulações. Nossos sensores de medição para o controle da flecha de chapa metálica desbobinada e o controle de bordas permitem processos sem problemas durante a alimentação de chapas. Nossos sensores de chaveamento detectam o final do rolo de maneira confiável.

Exigência:
O acesso ao ponto de perigo deve ser protegido por uma cortina de luz de segurança. Se for possível acessar este sensor por baixo ou entrar por trás, é necessária uma cortina de luz de segurança adicional para detectar tais situações.
Solução:
As cortinas de luz de segurança com ligação em cascata MLC 520 e MLC 520-S permitem a concatenação de até 3 segmentos. Estes são integrados no controle através de uma conexão em comum. Dessa maneira, a instalação é fácil e econômica.
Exigência:
As exigências específicas para a segurança de prensas mecânicas e hidráulicas estão descritas na norma EN ISO 16092. Para atender a essas exigências, o processo de movimento das prensas deve ser monitorado por um controlador de segurança.
Solução:
Os controladores de segurança MSI 400 oferecem 24 entradas/saídas seguras já no módulo básico e podem ser expandidos, se necessário. A biblioteca de funções especial, com blocos funcionais personalizados para o controle e a proteção de prensas, permite uma configuração fácil e rápida.

Exigência:
O acesso ao ponto de risco em uma prensa deve ser protegido por um dispositivo de proteção sem contato. Ao mesmo tempo, a distância necessária entre o dispositivo de proteção e o ponto de perigo deve ser a menor possível.
Solução:
Com diferentes resoluções a partir de 14 mm, as cortinas de luz de segurança das séries ELC 100 e MLC 500 oferecem uma detecção segura dos dedos e da mão, permitindo assim distâncias de segurança curtas. Graças ao design otimizado, as ELC 100 e as MLC 500 em versão V são especialmente resistentes a impactos e vibrações.

Exigência:
A instalação de corte de chapas corta o material que é desenrolado da esteira transportadora sem-fim nas chamadas placas ou chapas. Para garantir que essas chapas sejam idênticas em formato e dimensões e para que fiquem dentro das tolerâncias, é necessário controlar as bordas com precisão.
Solução:
Com sua reprodutibilidade elevada de ± 0,03 mm, os sensores tipo forquilha óticos CCD GS 754B garantem uma determinação precisa da borda da chapa. Os dispositivos podem ser integrados de maneira flexível através de saída analógica ou interface serial.

Exigência:
Na instalação de corte, o processo de corte deve ser desacoplado do transporte na esteira. A flecha de chapa metálica desbobinada deve ser determinada sem contato, a fim de comunicar os valores de medição necessários ao controle para determinar a velocidade de puxada.
Solução:
Os sensores das séries ODS 10 / 110 e ODSL 96, que operam de acordo com o princípio da medição do tempo de voo do pulso (TOF, Time of Flight), oferecem alcances de medição de vários metros. Eles oferecem uma alta resolução e elevada reprodutibilidade. Os dispositivos podem ser integrados de maneira flexível através de saída analógica, interface serial e IO-Link.

Exigência:
Para que seja possível iniciar uma troca automática de rolo antes de o material acabar, o diâmetro da bobina deve ser monitorado constantemente. Isso ajuda a minimizar paradas dispendiosas do processo.
Solução:
Os sensores de medição por ultrassom das séries DMU 300 / 400 oferecem uma área de medição especialmente grande de até 6.000 mm. Os dispositivos robustos, em versões em plástico e inteiramente em metal, se caracterizam por tempos de resposta curtos e altas resoluções. Eles estão disponíveis com saída analógica de corrente ou tensão e interface IO-Link.