








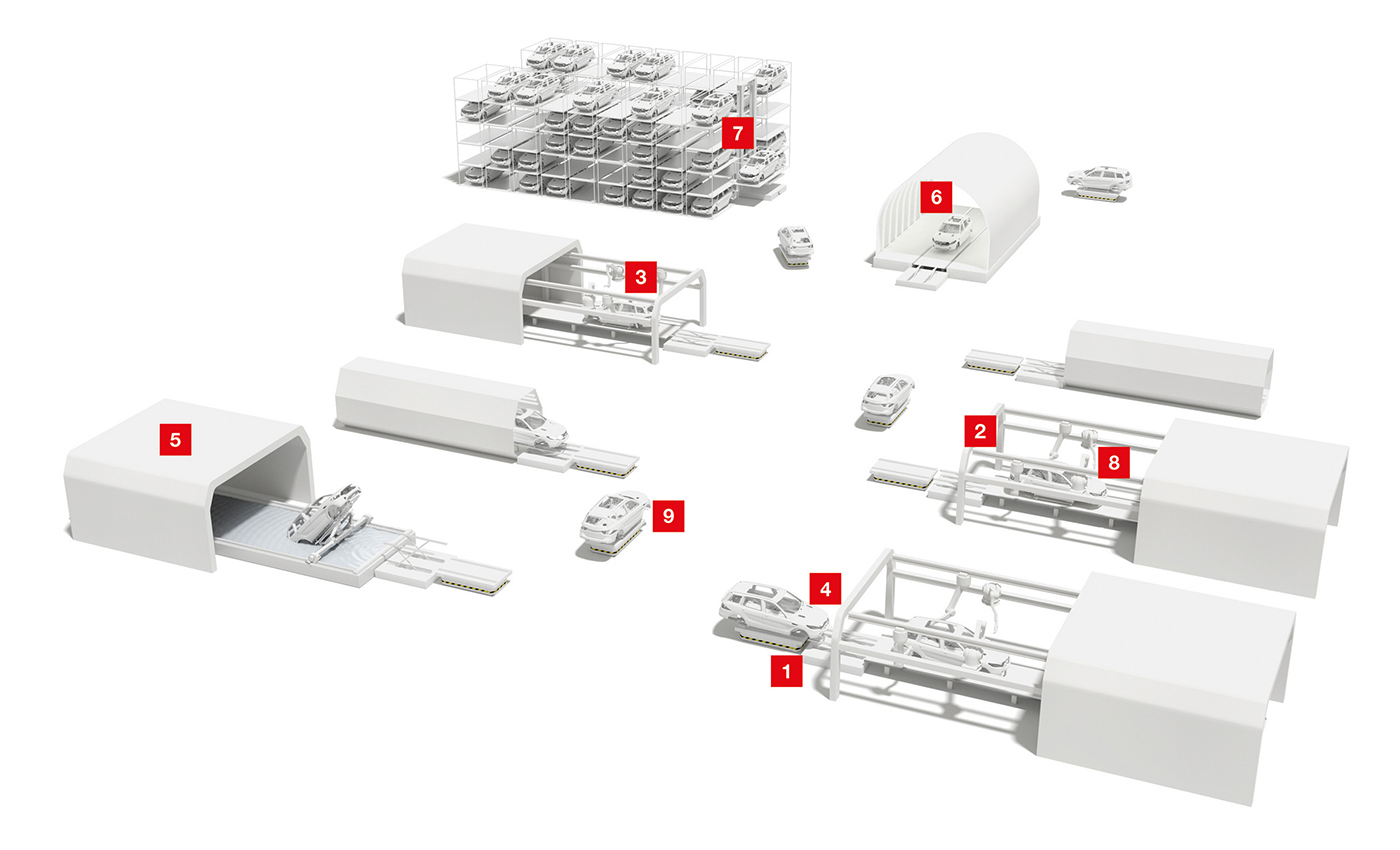
A oficina de pintura
Antes de a pintura entrar em jogo, há diversos processos de pré-tratamento que são realizados. Após a limpeza vem o processo de fosfatização, o banho de eletrodeposição catódica, a secagem e só então a pintura propriamente dita das carrocerias. O controle de qualidade final garante um resultado perfeito.
Com a reestruturação das oficinas de pintura, muitas vezes são necessários processos de fabricação flexíveis. A sequência clássica e serial é substituída, por ex., por conceitos que podem ser dimensionados para as capacidades de produção.
Dependendo do conceito selecionado e do sistema de transporte usado, são necessários sensores para detecção de posição e contorno, além de sensores para segurança e identificação das máquinas. Dentro das cabines de pintura ou na área ao redor dos banhos de eletrodeposição catódica, além de uma marcação EX, para uso em áreas potencialmente explosivas, os sensores devem ter um alto grau de proteção.

Exigência:
Quando sensores são utilizados dentro de cabines de pintura ou na área ao redor do banho de eletrodeposição catódica, além de uma estrutura robusta e de um alto grau de proteção, eles também devem dispor de uma marcação EX para uso em áreas potencialmente explosivas.
Solução:
Nós oferecemos dispositivos com marcação EX para diferentes âmbitos de aplicação:
— Grade de luz de medição CML 700
— Cortinas de luz de segurança MLC 500
— Sensores de medição da série ODS
— Sensores de chaveamento da série 46
— Soluções RFID, RFM 32

Exigência:
A posição do skid deve ser determinada com precisão, para que seja possível adaptar e sincronizar as etapas de trabalho subsequentes.
Solução:
Dependendo da situação de montagem, são adequados sensores indutivos de formato cilíndrico ou cúbico. Os dispositivos robustos das séries IS 230 e IS/ISS 244 se caracterizam por alcances de operação maiores e LEDs de indicação de status.

Exigência:
Para o posicionamento e a sincronização dos robôs de pintura, é necessário detectar o tipo de carroceria. As carrocerias diferem, por ex., nos quesitos de design e dimensões na zona das colunas A e B. O que se pretende é usar essas características distintivas para a detecção.
Solução:
As cortinas de luz de medição CML 700i determinam, por ex., as distâncias entre as colunas A e B ou as diferentes larguras das aberturas de janelas. Os resultados destas medições servem para determinar os tipos de carroceria e, assim, para o controle e a sincronização dos robôs de pintura.

Exigência:
O acesso à cabine de pintura ou ao banho de eletrodeposição catódica deve ser protegido. Ao mesmo tempo, os sensores de segurança devem permitir o transporte das carrocerias para estas áreas e funcionar de maneira confiável, mesmo quando os formatos de carroceria mudam. Além disso, deve ser monitorado o estado de fechamento das abas de vaivém.
Solução:
As cortinas de luz de segurança MLC 530 SPG com Smart Process Gating não precisam de sensores de muting adicionais para fazer o bypass para o bem transportado. A solução compacta garante alta disponibilidade e elevada proteção contra manipulações. Ao mesmo tempo, o gating parcial usa os feixes superiores da cortina de luz de segurança para monitorar também as abas de vaivém.

Exigência:
Se diferentes carrocerias forem transportadas em um skid e o processo de trabalho precisar do ponto de início exato da carroceria para a sincronização, este ponto deve ser detectado sem contato.
Solução:
Nossos sensores de distância ODS 10/HT 10 em versão de medição ou chaveamento são ideais para isso. Eles operam de acordo com o princípio da medição do tempo de voo do pulso (TOF, Time of Flight) e, graças ao alcance de 8 m, são especialmente adequados para aplicações ao longo de grandes distâncias.
")
Exigência:
Proteção do trajeto do AGV com sensores de segurança. Ao mesmo tempo, as áreas de proteção devem ser adaptadas de maneira flexível à situação de movimento e carga. Se for utilizado o princípio da Natural Navigation, o dispositivo deve disponibilizar simultaneamente os dados de medição para o software de navegação.
Solução:
Os scanners laser de segurança RSL 400 combinam em um dispositivo a tecnologia de segurança e uma emissão de alta qualidade do valor medido. Dispõem de uma faixa de varredura de 270° e 100 pares de áreas comutáveis. Assim, o AGV é protegido da maneira ideal com 2 scanners. Os dados de medição possuem uma alta resolução angular de 0,1° e uma divergência de medição pequena.

Exigência:
O skid ou a carroceria devem ser identificados, a fim de ajustar corretamente os parâmetros de processo, como, por ex., a aplicação de tinta na cabine de pintura. Para isso, o suporte de dados deve resistir a temperaturas de 200 °C.
Solução:
Os sistemas RFID da série RFM operam na banda de frequências de 13,56 MHz e estão disponíveis com várias antenas, dependendo do alcance necessário. Transponders com diferentes geometrias e transponders especiais, resistentes a pintura e altas temperaturas, estão disponíveis para temperaturas de até 250 °C, de acordo com a banda de frequências.

Exigência:
Caso as peças de acessórios e peças anexas não tenham passado pelo processo de pintura juntas, elas devem ser identificadas para uma atribuição correta.
Solução:
Os leitores de códigos baseados em câmera DCR 200i podem ser integrados de maneira flexível, graças à sua carcaça compacta. Para distâncias de leitura especialmente grandes, com grande profundidade de campo de leitura, são utilizados os leitores de códigos de barras BCL 500i.

Exigência:
Armazenamentos de buffer automatizados na oficina de pintura têm exigências de sensores semelhantes às da carroceria em bruto. Exemplos são a determinação de dados de posição na área de deslocamento/elevação e a transmissão ótica desses dados. O controle de ocupação de prateleiras e o controle de presença do skid no elevador também são aplicações típicas.
Solução:
O posicionamento dos eixos x/y é realizado com o sistema de medição de distância a laser AMS 300i. Para a transmissão ótica de dados até 100 MBit e 200 m de distância estão disponíveis as barreiras de luz para a transmissão de dados DDLS 500i e para o controle de ocupação de prateleiras estão disponíveis os sensores da série 10. O controle de presença é realizado por sensores indutivos.

Exigência:
A garra de vácuo no braço robótico retira automaticamente a primeira peça de cima das chapas empilhadas e coloca-a no sistema de transporte da linha de prensagem. Para evitar erros no processo de trabalho, todo o comprimento da chapa deve ser verificado para determinar se a peça que se encontra embaixo também está sendo levantada – por ex., por efeito de adesão.
Solução:
As grades de luz de chaveamento CSL monitoram toda a superfície da chapa. Os dispositivos estão disponíveis em diferentes comprimentos e resoluções, dependendo da exigência. A combinação de interface IO-Link integrada e saídas de chaveamento livremente programáveis garante uma integração simples na instalação.

Exigência:
Durante a operação, deve ser garantida uma alimentação contínua de material. Assim que a última chapa for agarrada pelo robô ou se o nível de enchimento da pilha de chapas ficar abaixo de um nível definido, o avanço deve ser solicitado automaticamente. Para isso, a altura da pilha de chapas deve ser monitorada.
Solução:
Está disponível uma grande oferta de sensores de distância de chaveamento ou medição. O HT 10 é uma boa opção como sensor de chaveamento, que monitora uma altura da pilha definida, garantindo que ela não fique abaixo dessa altura. Ou então o ODS 10 como sensor de medição para determinar a altura da pilha. Ambos utilizam a medição do tempo de voo do pulso (TOF, Time of Flight) para o alcance necessário. E os cabos e acessórios de fixação/montagem corretos também estão disponíveis, é claro.

Exigência:
No final da linha de prensagem, as peças de chapas moldadas prontas são retiradas automaticamente e carregadas em veículos de transporte para o processamento posterior. Para o controle do robô de garra, é necessário verificar a presença de peças no transportador de correia.
Solução:
Para tal é adequada a série HT 25 C do amplo portfólio de sensores de chaveamento. Peças brilhantes, assim como peças escuras, são detectadas de maneira segura. Como alternativa, estão disponíveis variantes de luz vermelha ou infravermelha.

Exigência:
As peças de chapas acabadas são armazenadas em racks móveis que podem ser transportados, por ex., por trens de reboque automáticos ou AGVs, para o processamento posterior na carroceria em bruto. Para garantir que o rack seja utilizado corretamente, é necessário ler o código de identificação aplicado no rack.
Solução:
Dependendo da aplicação do código e da distância de leitura, um scanner tipo raster BCL 300i decodifica o código e transfere os dados para o CLP ou para o computador de fluxo de material. No caso de etiquetas com grandes tolerâncias de posição, são usadas variantes de dispositivo com espelho oscilante integrado.