








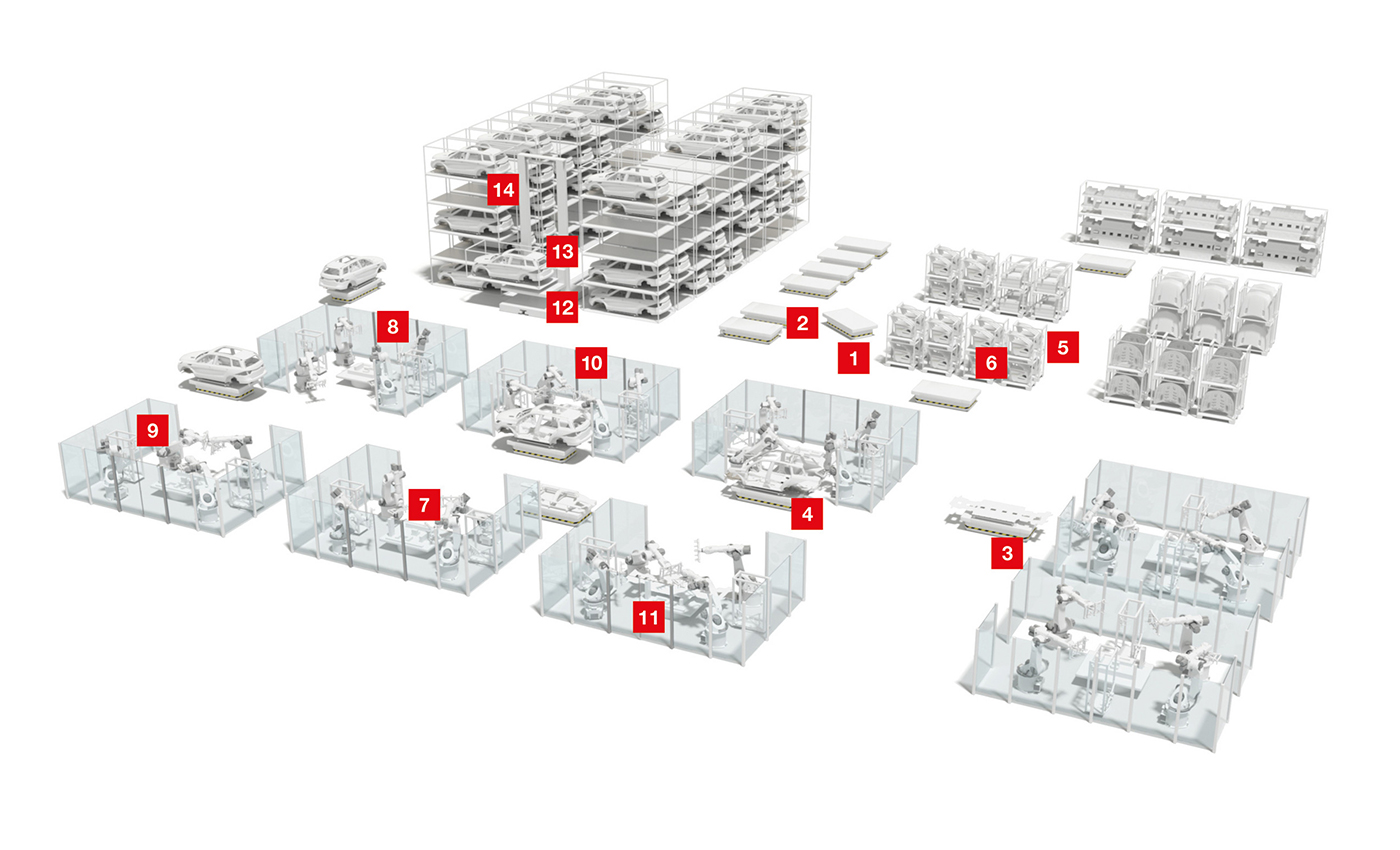
La carrozzeria
Centinaia di singoli componenti vengono assemblati per creare una carrozzeria.
La costruzione di carrozzerie è l'ambito più automatizzato della produzione automobilistica. Tra i processi di lavoro tipici troviamo saldature, bordature e lavorazioni a laser ma anche attività di rivettaggio, avvitaggio e sempre più spesso anche di incollaggio. A determinare i processi sono celle robotiche, robot collaborativi e sistemi di trasporto come SKID o trasportatori elettrici a monorotaia aerea sospesa.
La fabbrica del futuro è contraddistinta da sistemi di produzione sempre più flessibili. Questo richiede un'ampia scelta di varianti, il rifornimento di materiale «just in time» e la gestione dei picchi di domanda. Le aree di stoccaggio e la produzione vengono separate. Il montaggio avviene in flessibili strutture a cella. Il trasporto dei materiali tra di esse avviene tramite sistemi di trasporto a guida automatica (AGV).
I nostri sensori trovano impiego in un'ampia gamma di applicazioni nel settore della carrozzeria. I laser scanner di sicurezza proteggono gli AGV e forniscono i dati per la loro navigazione. I sensori per il controllo della presenza e della posizione assicurano processi senza interruzioni, mentre i sensori di sicurezza garantiscono la necessaria sicurezza delle macchine.

Richiesta:
Occorre proteggere il percorso di trasporto dell'AGV tramite dei sensori di sicurezza. Qui i campi protetti devono essere adattati in maniera flessibile alle situazioni di marcia e di carico. Se si usa il principio della «natural navigation», il dispositivo deve fornire contemporaneamente anche i dati di misura per il software di navigazione.
Soluzione:
Il laser scanner di sicurezza RSL 400 combina i sistemi di sicurezza con un'emissione del valore misurato di alta qualità in un unico dispositivo. È dotato di un'area di scansione di 270° e di 100 coppie di campi commutabili. Pertanto, l'AGV viene protetto in maniera ottimale con 2 scanner. I dati di misura hanno un'elevata risoluzione angolare di 0,1° e un basso errore di misura.

Richiesta:
Un AGV deve muoversi nello spazio in modo sicuro ed efficiente. Spesso però le aree di produzione e stoccaggio dalle ampie dimensioni costituiscono una sfida. Inoltre, per via delle loro dimensioni, molti sensori non sono idonei per l'integrazione in veicoli piatti.
Soluzione:
Una pista ad alto contrasto presente sul suolo indica il percorso dell'AGV. Il sensore di guida ottica OGS 600 riconosce la pista grazie al riconoscimento bordi e invia segnali di comando all'azionamento del veicolo. La sua distanza minima dal suolo è di soli 10 mm.

Richiesta:
L'accesso all'area del magazzino deve essere protetto mediante sensori di sicurezza optoelettronici senza però limitare le possibilità di movimento nella zona di lavoro.
Soluzione:
Il laser scanner di sicurezza RSL 400 viene installato al di sopra dell'area di accesso e il campo protetto è orientato in verticale. In questo modo la zona di lavoro non viene influenzata. Grazie alle due funzioni di protezione indipendenti, un unico RSL 400 è in grado di controllare due accessi contemporaneamente. L’integrazione nella rete avviene in modo semplice tramite le interfacce PROFINET-/PROFIsafe.

Richiesta:
Durante il funzionamento, l'alimentazione di materiale deve essere sempre garantita. Se una parte del magazzino si esaurisce, si passa al prelievo da un punto vicino e si richiede il rifornimento di quello vuoto. Il livello di riempimento del magazzino deve essere monitorato costantemente e i sensori devono lavorare in modo affidabile nelle relative condizioni meccaniche e spaziali su lunghe distanze.
Soluzione:
I sensori di misura ODS 10 o - per risoluzioni più elevate - ODKL 96 e i sensori di commutazione della serie HT 10 forniscono risultati stabili anche a distanza di diversi metri. Anche le superfici lucide e riflettenti vengono rilevate in modo sicuro.

Richiesta:
Le informazioni codificate sullo SKID devono essere rilevate per la tracciabilità del processo produttivo. Occorre assicurarsi che tra il sensore e lo SKID / l'AGV vi sia una distanza sufficiente al fine di non ostacolare il percorso dell'AGV.
Soluzione:
Per la lettura di informazioni codificate offriamo la tecnologia a codici a barre e quella RFID. La tecnologia a codici a barre trasmette i dati letti ad una banca dati centrale. Tuttavia, un sistema di automazione decentralizzato presuppone anche la scrittura dei dati. È qui che entra in gioco la tecnologia RFID: con i dispositivi di lettura/scrittura RFID RFM 32 o RFM 62 (quest'ultimi per portate maggiori).

Richiesta:
La presenza di componenti ma anche di forme, fori e aperture o di altre caratteristiche particolari deve essere rilevata prima dell'inserimento e della lavorazione. Spesso il rilevamento deve avvenire da una distanza di sicurezza.
Soluzione:
Le fotocellule a tasteggio con soppressione dello sfondo HT 3 (per portate minori) e HT 46 (per portate più ampie) garantiscono un controllo presenza affidabile. I modelli con differenti geometrie del punto luminoso offrono un adattamento ottimale all'applicazione. Sono disponibili fissaggi flessibili, cavi e varianti IOLink.

Richiesta:
Per la rispettiva fase di lavorazione occorre effettuare un controllo del tipo. Questo avviene mediante il riconoscimento di parti della struttura in varianti differenti. Poiché tali controlli devono avvenire a processo di lavorazione in corso, i sensori devono essere installati fuori dalle aree di lavoro robotizzate.
Soluzione:
I compatti sensori di misura e a commutazione ODS 110 / HT 110, dotati di tecnologia TOF, sono indicati in situazioni di montaggio ristrette. Essi offrono una portata fino a 5 m. Per portate maggiori trovano impiego i dispositivi ODS 10 / HT 10.

Richiesta:
L'accesso ad aree con movimenti pericolosi può avvenire, ai fini di manutenzione, mediante delle porte di protezione. Se dopo l'apertura della porta il movimento non si arresta immediatamente la porta deve essere protetta mediante un interruttore di sicurezza con dispositivo di blocco. Vanno segnalati gli stati di lavoro e di sicurezza.
Soluzione:
I robusti interruttori di sicurezza con ritenuta della serie L bloccano le porte di protezione fino all'abilitazione mediante segnale elettrico. Oltre alle varianti standard sono disponibili dispositivi con tasti di comando integrati ed arresto di emergenza nonché dispositivi dotati di attuatore con codifica RFID. I segnalatori ottici e acustici della serie A7 completano gli indicatori di stato a LED integrati.

Richiesta:
L'area pericolosa del robot e la zona di lavoro della stazione di trasferimento, durante l'intero processo, devono essere protette contro l'accesso di persone. Qui il veicolo deve essere in grado di attraversare e lasciare la zona di lavoro in modo completamente automatizzato.
Soluzione:
La soluzione di sicurezza per robot / stazioni di trasferimento AGV protegge l'intera area della stazione di trasferimento mediante laser scanner di sicurezza. Durante il transito del veicolo il campo protetto si adatta in maniera dinamica alla posizione del veicolo sopprimendo il contorno dell'AGV dal campo protetto.

Richiesta:
Ai fini del controllo della qualità e della completezza, occorre rilevare forme o caratteristiche e, a seconda del compito da svolgere, occorre verificare la tolleranza, la precisione, il rispetto delle dimensioni così come la completezza. La trasmissione di coordinate e parametri deve avvenire, a scelta, o tramite ingressi/uscite digitali oppure mediante interfacce seriali.
Soluzione:
La smart camera LSIS 462i offre, oltre all'analisi BLOB e alla lettura di codici, anche la possibilità di misurare distanze e forme geometriche (cerchi, linee e bordi) con un'unica interfaccia utente. Per la comunicazione sono a disposizione otto ingressi/uscite liberamente programmabili ed un'interfaccia Industrial Ethernet.

Richiesta:
Affinché l'AGV possa intraprendere la corsa fino alla prossima postazione di lavoro, occorre verificare la presenza e il corretto posizionamento della carrozzeria sull'AGV. Occorre inoltre riconoscere un pezzo di carrozzeria sporgente ad una distanza stabilita con precisione.
Soluzione:
Le economiche fotocellule a tasteggio con soppressione dello sfondo della serie HT 25C colpiscono per la loro elevata sicurezza di riconoscimento anche con materiali riflettenti. Varianti dotate di luce rossa, infrarossi e laser della classe di protezione 1 nonché diverse grandezze del punto luminoso ne consentono un adattamento ottimale alle varie esigenze.

Richiesta:
Il trasloelevatore o il sollevatore devono essere spostati in direzione X (asse di traslazione) o Y (asse di elevazione) in corrispondenza del pallet in avvicinamento. I comandi di marcia e i dati di posizione devono essere trasmessi otticamente al dispositivo di comando al fine di garantire un'elevata disponibilità di impianto.
Soluzione:
Per il posizionamento preciso trovano impiego i dispositivi laser di misura della distanza AMS 300i oppure i sistemi di posizionamento a codici a barre BPS 300i. Le fotocellule di trasmissione dati DDLS 500 funzionano senza offset e senza anomalie nelle immediate vicinanze dei dispositivi AMS 300i. Portate, interfacce e protocolli selezionabili assicurano soluzioni ottimali.

Richiesta:
Per verificare se l'uscita del sollevatore sia libera occorre controllare la presenza dello SKID o della carrozzeria sul sollevatore.
Soluzione:
I sensori che si addicono a questo compito sono quelli induttivi. Dato che lo SKID e le tolleranze del sollevatore devono essere controbilanciate, si consiglia l'impiego di sensori con ampia distanza di tasteggio, come quelli di forma cubica IS / ISS 244 o quelli di forma cilindrica con tripla distanza di commutazione della serie IS 200.

Richiesta:
Prima di poter depositare una carrozzeria in un comparto libero occorre controllare se quest'ultimo sia libero o occupato. Per riuscire a stoccare carrozzerie differenti occorre utilizzare lo SKID per il rilevamento.
Soluzione:
Per portate fino a 2,5 m vengono impiegate le compatte fotocellule a tasteggio HRT 25 LR. Per portate maggiori si consigliano i sensori di misura della distanza ODS 10 o le fotocellule a tasteggio a commutazione HT 10.