








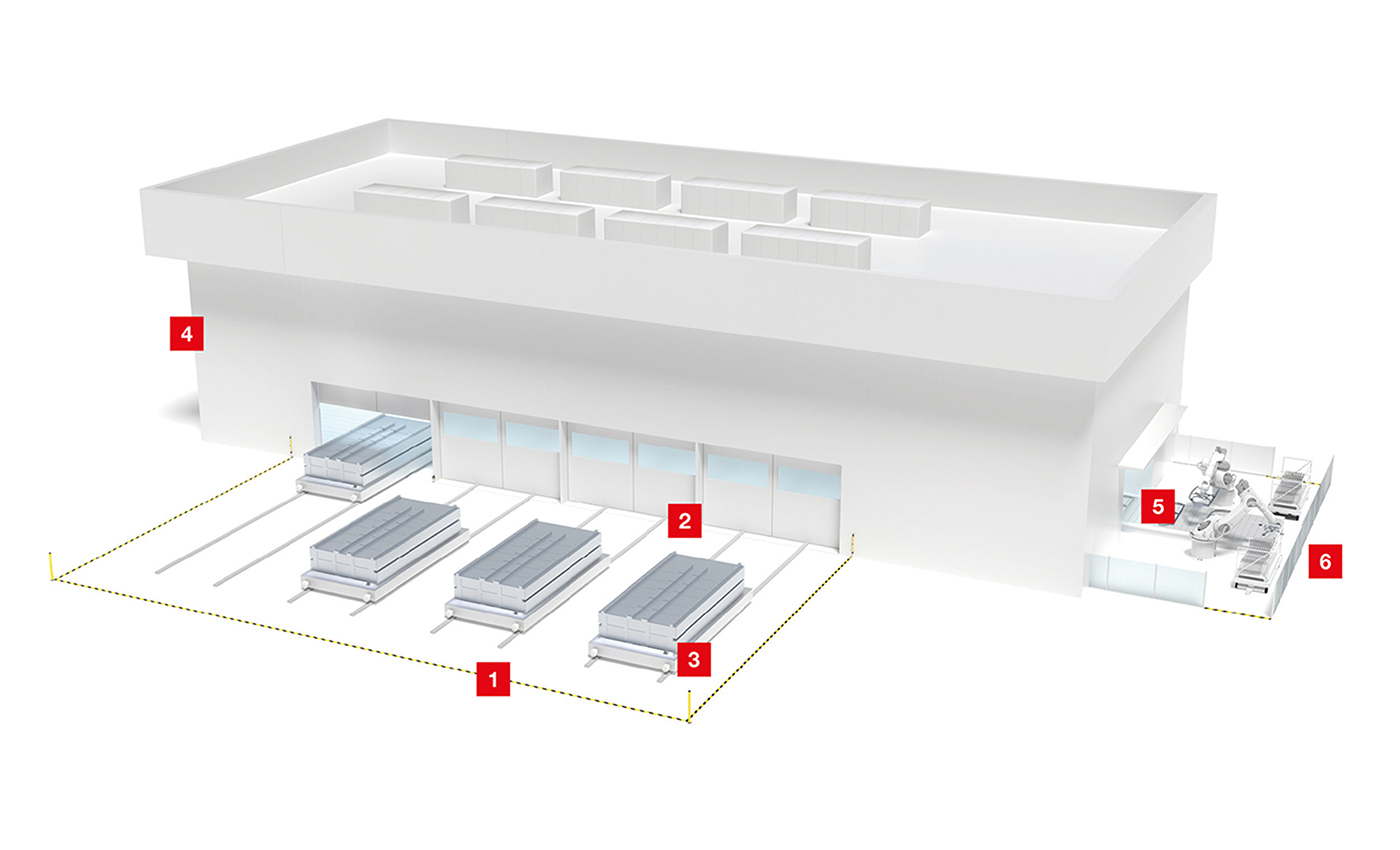
Linea di presse
Da giganti bobine di acciaio vengono realizzati, grazie a diverse fasi di lavorazione, pezzi stampati come esempio quelli per le carrozzerie. Che si tratti del taglio delle bobine o della punzonatura, della pressatura o della formatura delle lamiere, i nostri sensori accompagnano e proteggono tutte le fasi della produzione, anche in condizioni ambientali critiche.
Le applicazioni sono molteplici tanto quanto la nostra gamma di prodotti creata su misura per loro. I nostri sensori induttivi e ottici controllano e monitorano la presenza e la posizione dei pezzi. I nostri sistemi di identificazione registrano i dati per la loro tracciabilità. Negli impianti di taglio i nostri sensori comunicano i valori di misura per il sistema di regolazione della curvatura e dei bordi.

Richiesta:
Gli stampi a compressione vengono portati con un carroponte nell'area antistante le presse e, al cambio utensili, vengono inseriti nella pressa. Qui l'intera area antistante diventa una zona critica dal punto di vista della sicurezza. Occorre monitorare l'accesso di persone.
Soluzione:
Le barriere fotoelettriche multiraggio di sicurezza della serie MLD 500 offrono protezioni di accesso economiche per grandi aree. Questi sistemi trasmettitore-ricevitore con portate di 70 m vengono impiegati insieme alle colonne portaspecchio e proteggono così l'intera area antistante la linea di stampaggio.

Richiesta:
Prima che i carrelli entrino nella pressa, occorre verificare che non vi siano persone nella zona antistante i varchi. Durante l'ingresso dei carrelli occorre proteggere le aree ai loro lati per evitare che delle persone possano oltrepassarne uno ed entrare all'interno della linea di stampaggio.
Soluzione:
Grazie ai suoi campi protetti configurabili e commutabili, il laser scanner di sicurezza RSL 400 protegge l'area antistante il rispettivo varco. Grazie alla sua ampia portata di 8,25 m e due funzioni di protezione che lavorano in parallelo, consente di monitorare con un solo dispositivo due zone di ingresso contemporaneamente e l'una indipendentemente dall'altra.

Richiesta:
Il cambio utensile avviene caricando l'utensile su un carrello slitta con l'ausilio di un carroponte. Occorre controllare che sia posizionato correttamente in modo da consentire il bloccaggio automatico.
Soluzione:
Nella nostra ampia gamma di sensori induttivi quelli più adatti sono i modelli IS / ISS 244 di forma cubica. Questi compatti sensori possono essere montati in maniera veloce e poco ingombrante. Gli indicatori di stato ben visibili lateralmente semplificano la messa in opera e visualizzano gli stati.

Richiesta:
Durante il funzionamento deve essere garantita un'alimentazione continua di materiale. Se il robot preleva l'ultimo foglio di lamiera oppure il livello della pila di lamiere scende al di sotto di un livello minimo predefinito deve essere richiesto automaticamente un rifornimento. A tal fine, l'altezza della pila di lamiere deve essere monitorata.
Soluzione:
La nostra ampia gamma di sensori a commutazione e di misura della distanza offre dispositivi con tempo di propagazione degli impulsi (TOF), particolarmente adatti per le ampie portate. Tra questi troviamo i sensori di commutazione HT 10, che monitorano il superamento per difetto di un'altezza della pila predefinita, e i sensori di misura ODS 10, che misurano l'altezza della pila.

Richiesta:
Alla fine della linea di stampaggio, le lamiere formate vengono prelevate e caricate automaticamente su dei trasportatori per la successiva lavorazione. Per comandare il robot di presa occorre verificare la presenza dei pezzi sul trasportatore a nastro.
Soluzione:
La nostra ampia gamma di sensori di commutazione presenta la serie HT 25C, che coniuga dimensioni compatte con una riserva di funzionamento superiore alla media. I pezzi che presentano una superficie lucida ma anche scura o strutturata vengono rilevati in modo sicuro. I dispositivi sono disponibili in versioni a luce rossa ed infrarossa.

Richiesta:
Le parti in lamiera finite vengono stoccate su rack mobili che vengono trasportati, ad es. da treni rimorchiatori o AGV, alla carrozzeria per le successive lavorazioni. Affinché il rack venga condotto alla lavorazione giusta occorre leggere il codice d'identificazione applicato sul rack.
Soluzione:
A seconda dell'apposizione del codice e della distanza di lettura, un BCL 300i che funge da scanner a reticolo decodifica il codice e trasmette i dati al PLC o al calcolatore del flusso di materiali. In caso di grandi tolleranze di posizione dell'etichetta vengono impiegati i modelli di dispositivo con specchio oscillante integrato.