








Presse idrauliche, servopresse e presse eccentriche
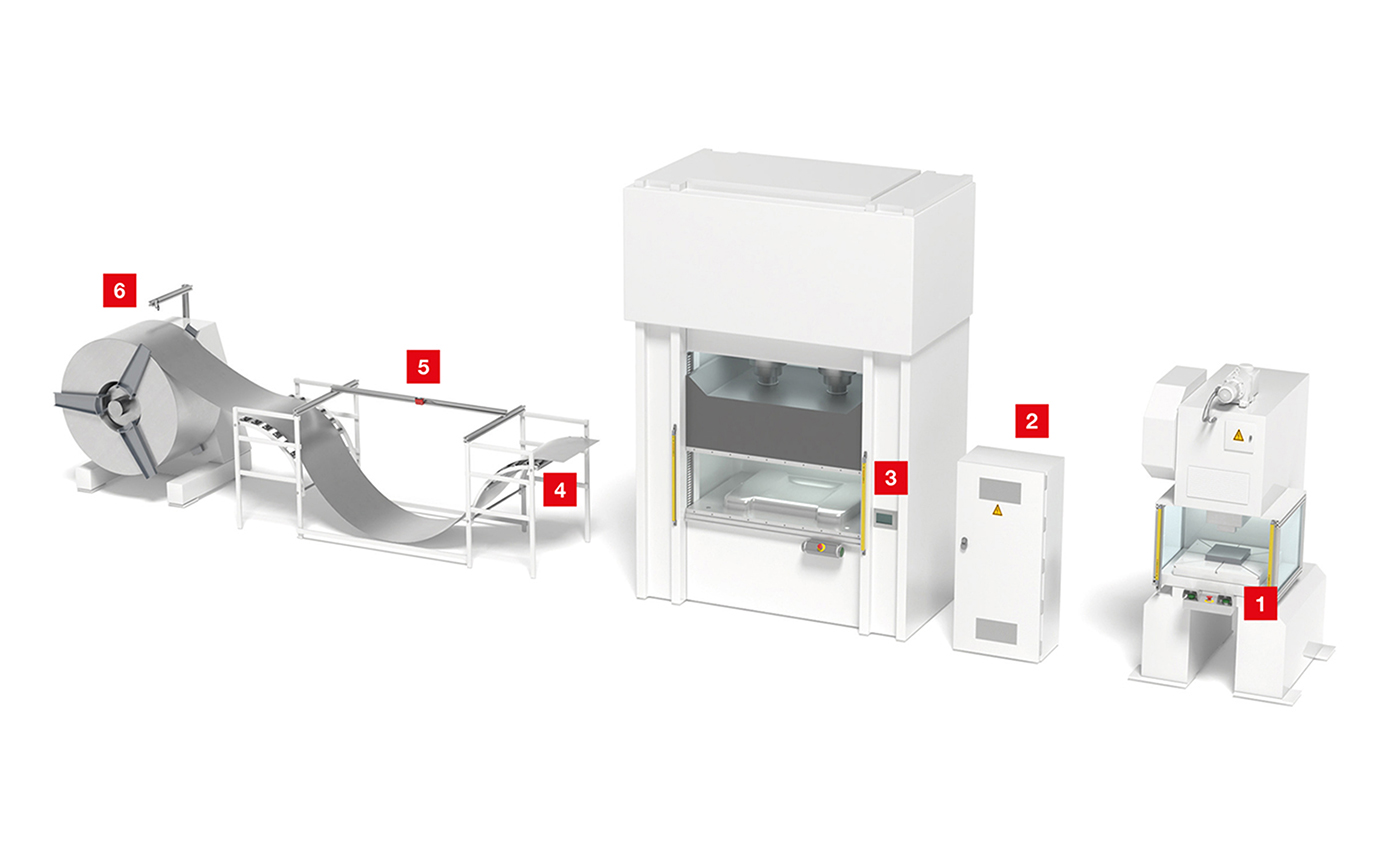
Le presse idrauliche, le servopresse e le presse eccentriche vengono impiegate in tutto il settore della lavorazione dei metalli. Durante la lavorazione delle lamiere, in caso di comando manuale, l'operatore deve essere protetto da lesioni in modo affidabile. Le taglierine o le presse possono essere automatizzate grazie all'impiego di alimentatori di lamiere opzionali. In questo caso la lamiera viene srotolata dalla bobina e poi immessa in una taglierina o in una pressa in modo automatizzato. All'inizio del processo di srotolamento è necessaria un'identificazione rapida e univoca del materiale. Durante il processo di srotolamento occorre controllare che lo srotolamento della lamiera sia omogeneo in modo da garantire una lavorazione precisa durante il taglio.
I sensori e i sistemi di controllo di sicurezza di Leuze sono facili da integrare nei processi delle macchine e nei flussi di processo e li proteggono affidabilmente da manomissioni. I nostri sensori di misura per la regolazione della curvatura e dei bordi consentono uno svolgimento dei processi senza interruzioni durante l'alimentazione delle lamiere. I nostri sensori di commutazione riconoscono in modo affidabile la fine della bobina.

Richiesta:
L'accesso al punto pericoloso deve essere protetto mediante una cortina fotoelettrica di sicurezza. Laddove sussista la possibilità di accesso da sotto o dietro il sensore, è necessaria un'ulteriore cortina fotoelettrica di sicurezza che riconosca queste situazioni.
Soluzione:
Le cortine fotoelettriche di sicurezza MLC 520 e MLC 520-S, collegabili in cascata, permettono la concatenazione di massimo 3 segmenti. La loro integrazione nel comando avviene mediante un collegamento comune. Questo rende l'installazione semplice ed economica.
Richiesta:
I requisiti specifici per la protezione di presse meccaniche ed idrauliche sono descritti nella norma EN ISO 16092. Al fine di soddisfare tali requisiti la sequenza dei movimenti delle presse deve essere monitorata mediante un sistema di controllo di sicurezza.
Soluzione:
I sistemi di controllo di sicurezza MSI 400 sono già dotati nel modulo di base di 24 ingressi/uscite di sicurezza e, all'occorrenza, consentono un'estensione modulare. La speciale biblioteca di funzioni con moduli funzionali individuali per il controllo e la protezione di presse consente una configurazione semplice e veloce.

Richiesta:
Occorre proteggere un punto pericoloso su una pressa mediante un dispositivo elettrosensibile di protezione. La distanza necessaria tra il dispositivo di protezione e il punto pericoloso deve essere quanto più piccola possibile.
Soluzione:
Le cortine fotoelettriche di sicurezza delle serie ELC 100 e MLC 500 offrono un riconoscimento sicuro di mani e dita grazie alle loro svariate risoluzioni a partire da 14 mm e consentono così distanze di sicurezza corte. Grazie all'ottimizzazione del design, i «modelli V» delle serie ELC 100 e MLC 500 sono particolarmente resistenti a urti e vibrazioni.

Richiesta:
L'impianto di taglio per lamiere taglia il materiale srotolato dal modulo continuo in cosiddetti fogli o lastre di lamiera. Affinché queste ultime restino identiche ed entro le tolleranze in termini di forma e dimensioni, è necessario controllare il bordo con precisione.
Soluzione:
Grazie alla loro elevata riproducibilità pari a ± 0,03 mm, i sensori a forcella CCD GS 754B permettono di determinare il bordo del nastro con precisione. I dispositivi possono essere integrati in modo flessibile tramite uscita analogica o interfaccia seriale.

Richiesta:
Nell'impianto di taglio, il processo di taglio deve essere disaccoppiato dal trasporto del nastro. L'allentamento del nastro deve essere rilevato senza contatto per trasmettere al sistema di regolazione i valori di misura necessari a determinare la velocità di tiraggio.
Soluzione:
I sensori delle serie ODS 10 / 110 e ODSL 96, che funzionano in base al principio della misura del tempo di propagazione degli impulsi (TOF, Time of Flight), offrono delle portate di misura di diversi metri. Sono dotati di un'alta risoluzione e un'elevata riproducibilità. I dispositivi possono essere integrati in modo flessibile tramite uscita analogica, interfaccia seriale e IO-Link.

Richiesta:
Affinché la sostituzione automatica della bobina possa essere avviata prima che il materiale finisca, occorre monitorare costantemente il diametro della bobina. Questo consente di ridurre al minimo costosi tempi di inattività.
Soluzione:
I sensori di misura ad ultrasuoni delle serie DMU 300 / 400 offrono un campo di misura particolarmente grande fino a 6.000 mm. I robusti dispositivi nelle versioni in plastica e completamente in metallo si contraddistinguono per i brevi tempi di risposta e le elevate risoluzioni. Sono disponibili con uscita analogica in corrente o in tensione ed interfaccia IO-Link.