








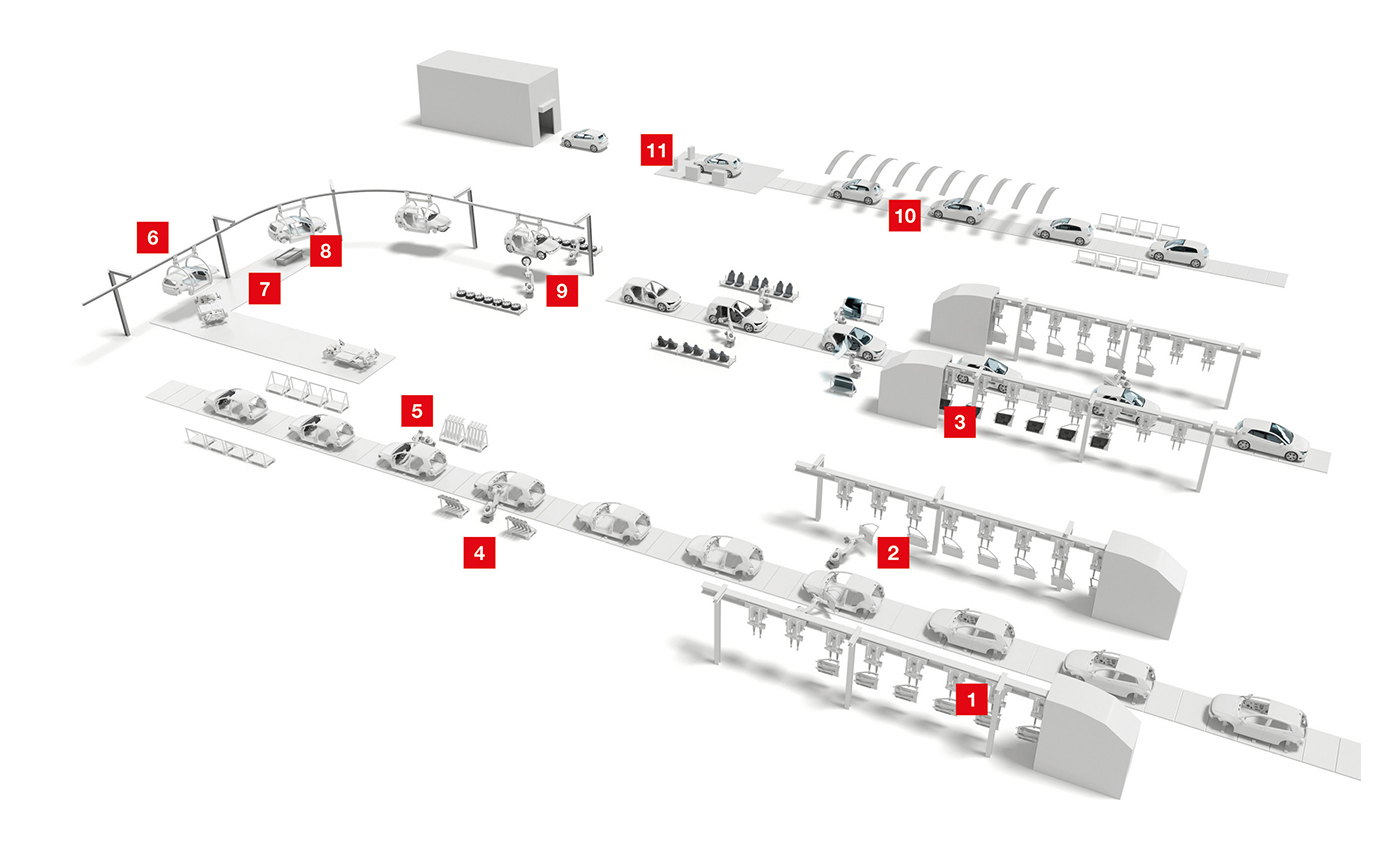
Il montaggio finale
Nella produzione automobilistica, prima di arrivare al cosiddetto «matrimonio» occorre mettere insieme innumerevoli singoli componenti ed elementi per creare assemblati intermedi o prodotti finali.
Il montaggio dei moduli portiere con tutti i loro componenti avviene sulla linea delle portiere. All'interno si eseguono la posa dei cavi dello spessore di un braccio, l'incollaggio della tappezzeria e l'inserimento del cruscotto. Parallelamente avviene l'assemblaggio di motore e trasmissione sul telaio. Infine si suggella il «matrimonio» unendo insieme per sempre la carrozzeria e l'intero gruppo motopropulsore. Seguono ulteriori passaggi per il montaggio di ruote, cristalli, sedili e fanali. Dopo il rifornimento di olio, carburante ed acqua si passa al collaudo finale: l'ultima stazione del processo di produzione.
Il controllo di posizione è uno dei più importanti campi applicativi per i sensori nel montaggio finale. La nostra ampia gamma di sensori ottici della distanza e di sistemi di posizionamento a codici a barre supporta i molteplici passaggi del montaggio. Ad assicurare la corretta assegnazione dei componenti al veicolo sono i nostri lettori di codici per l'identificazione dei pezzi e le numerosi soluzioni per il controllo del tipo.
")
Richiesta:
Tecnicamente, il montaggio dei veicoli inizia con lo smontaggio delle portiere. Le portiere, che potrebbero ostacolare i passaggi successivi, vengono smontate ed appositamente processate sulla linea delle portiere. Durante il trasporto con trasportatori elettrici a monorotaia aerea sospesa, occorre fare attenzione alla protezione anticollisione delle sospensioni usando la misura della distanza.
Soluzione:
I sensori ottici della distanza ODS 10 / HT10 ed ODSL 96 controllano la distanza tra le sospensioni. I dispositivi della serie 10 misurano o rispetto all'oggetto oppure rispetto ad un riflettore cooperativo (quest'ultimo per una portata fino a 8 m). La parametrizzazione avviene tramite display o IO-Link. In caso di portate più ampie trova impiego la serie ODSL 96.

Richiesta:
Le portiere separate devono essere completate a seconda del loro equipaggiamento e alla fine del processo devono essere riassegnate al rispettivo veicolo. Un'etichetta di carta con codice a barre identifica la singola portiera e ne consente il tracciamento lungo il processo di produzione. Per l'identificazione delle portiere occorre leggere il codice applicato.
Soluzione:
I lettori di codici a barre BCL 300i rilevano codici fino ad una distanza di 700 mm. Per distanze di lettura maggiori fino a 2.400 mm vengono impiegati i lettori di codici a barre BCL 500i. A seconda della disposizione del codice e della connessione con il comando offriamo varianti di ottica ed interfacce adeguate.

Richiesta:
Nel montaggio finale spesso vengono impiegate piattaforme skillet. Presso le singole stazioni, le zone di lavoro e le aree pericolose dei robot devono essere protette contro l'accesso di persone.
Soluzione:
Grazie al monitoraggio parallelo di fino a 4 campi protetti, i laser scanner di sicurezza RSL 400 sono l'ideale per la protezione delle zone in impianti di produzione automatizzati e per la collaborazione tra uomo e robot. L'interfaccia PROFIsafe ne consente una semplice integrazione in reti industriali e offre ampie possibilità di diagnostica.

Richiesta:
Con l'aiuto di robot collaborativi (i cosiddetti «cobot») o di ausili di montaggio, il cruscotto viene inserito all'interno del veicolo e quindi montato in posizione finale con tolleranze ridottissime. A tal fine occorre misurare spazi e distanze che forniscono al manipolatore importanti informazioni sulla posizione.
Soluzione:
I sensori ottici della distanza ODS 9 fissano nuovi standard in termini di precisione e comodità di utilizzo. Anche in condizioni difficili, come in caso di oggetti lucidi, forniscono valori di misura precisi. Questi possono essere letti sul display integrato. La tecnologia Smart Sensor Profile di IO-Link permette una sostituzione dei dispositivi rapida e a prova di guasto.
")
Richiesta:
I trasportatori elettrici a monorotaia aerea sospesa non servono soltanto al trasporto dei veicoli. Grazie ad operazioni di rotazione, abbassamento o sollevamento, consentono di orientare le carrozzerie in modo fa offrire posizioni di lavoro ottimali per gli addetti al montaggio. A tal fine occorre determinare con precisione e continuità la posizione dell'unità di trasporto sul supporto.
Soluzione:
I compatti sistemi di posizionamento a codici a barre BPS 300i consentono il posizionamento preciso su una distanza fino ad un massimo di 10.000 m. Le interfacce per fieldbus, Industrial Ethernet così come per collegamenti SSI o seriali rendono l'integrazione nel dispositivo di comando facile e flessibile. Altrettanto semplici sono la configurazione e la diagnostica dei dispositivi.

Richiesta:
Durante il cosiddetto «matrimonio» avviene l'unione tra la carrozzeria e il gruppo motopropulsore. Qui il gruppo motopropulsore viene portato sotto la carrozzeria e quindi serrato insieme a quest'ultima. Durante il sollevamento o l'abbassamento dei componenti occorre misurare le distanze tra di essi.
Soluzione:
I sensori laser a triangolazione ODS 9 sono installati sul dispositivo di montaggio e monitorano la distanza dalla carrozzeria per permettere a quest'ultima di essere montata con precisione. Essi offrono una combinazione ottimale di portata, risoluzione e riproducibilità. Le diverse uscite e l'IO-Link consentono un'integrazione ottimale dei dispositivi.

Richiesta:
Durante l'abbassamento della carrozzeria, la posizione della sospensione sul telaio deve corrispondere a quella degli ammortizzatori. A tal fine occorre determinare la posizione dell'attacco sul telaio e quindi emetterla sotto forma di coordinate x/y.
Soluzione:
La smart camera LSIS 400 verifica le dimensioni e il posizionamento corretto di entrambe le parti. Sono disponibili diversi strumenti per la verifica di forme e lunghezze, come ad es. la funzione di misura e l'analisi BLOB. La regolazione focale motorizzata ne consente un impiego flessibile. La parametrizzazione avviene in modo semplice e comodo tramite web browser.

Richiesta:
Le ruote complete (comprensive di gomme e cerchi) vengono trasportate alla linea di montaggio in base agli ordini. Affinché l'assegnazione delle gomme al veicolo avvenga correttamente, occorre leggere il codice a barre riportato sull'etichetta. L'etichetta può trovarsi su un punto qualsiasi della circonferenza della ruota.
Soluzione:
Per riuscire a coprire l'intera gomma vengono impiegati diversi lettori di codici a barre BCL 500i oppure BCL 600i. Questi dispositivi si contraddistinguono per l'ampia portata di lettura e l'elevata profondità di campo. L'identificazione del codice è supportata dalla tecnologia di ricostruzione codice che mette insieme i risultati parziali per crearne uno complessivo.

Richiesta:
A seconda del numero di modelli e dei differenti dettagli di equipaggiamento delle portiere, durante il loro montaggio occorre assicurarsi che le portiere non vengano scambiate. Pertanto occorre controllare il contorno delle portiere.
Soluzione:
Grazie a lunghezze del campo di misura fino a 2.960 mm, a diverse risoluzioni e a tempi di ciclo brevissimi, le cortine fotoelettriche di misura CML 700i sono l'ideale come soluzione affidabile per soddisfare molteplici requisiti. Soluzioni di montaggio ben studiate ed una serie di interfacce integrate semplificano l'installazione e l'integrazione dei dispositivi.

Richiesta:
Affinché il veicolo possa attraccare presso la stazione di rifornimento, occorre assicurarsi che il cofano sia aperto. Questo deve essere rilevato mediante un sensore adeguato.
Soluzione:
I sensori di commutazione e di misura della distanza ODS 110 / HT 110 funzionano in base al principio della misura del tempo di propagazione degli impulsi (TOF) ed offrono risultati affidabili su distanze fino a 5 m. La parametrizzazione avviene semplicemente tramite pulsante di apprendimento oppure IO-Link. Grazie alle loro dimensioni compatte, i dispositivi possono essere integrati nell'impianto in modo flessibile.

Richiesta:
All'interno della stazione i veicoli vengono riforniti in modo automatico. Durante il processo di rifornimento non è consentita la presenza di persone all'interno dell'impianto, pertanto l'accesso deve essere protetto. Al contempo la tecnologia dei sensori deve consentire il trasporto dei veicoli all'interno della stazione. Occorre inoltre monitorare lo stato di chiusura degli sportelli oscillanti.
Soluzione:
Le cortine fotoelettriche di sicurezza MLC 530 SPG con tecnologia Smart Process Gating non necessitano di sensori di muting aggiuntivi per l'esclusione per il trasporto di veicoli e garantiscono un'elevata disponibilità e un'alta protezione contro la manomissione. Con i raggi superiori della cortina fotoelettrica di sicurezza, il gating parziale monitora contemporaneamente anche gli sportelli oscillanti.