








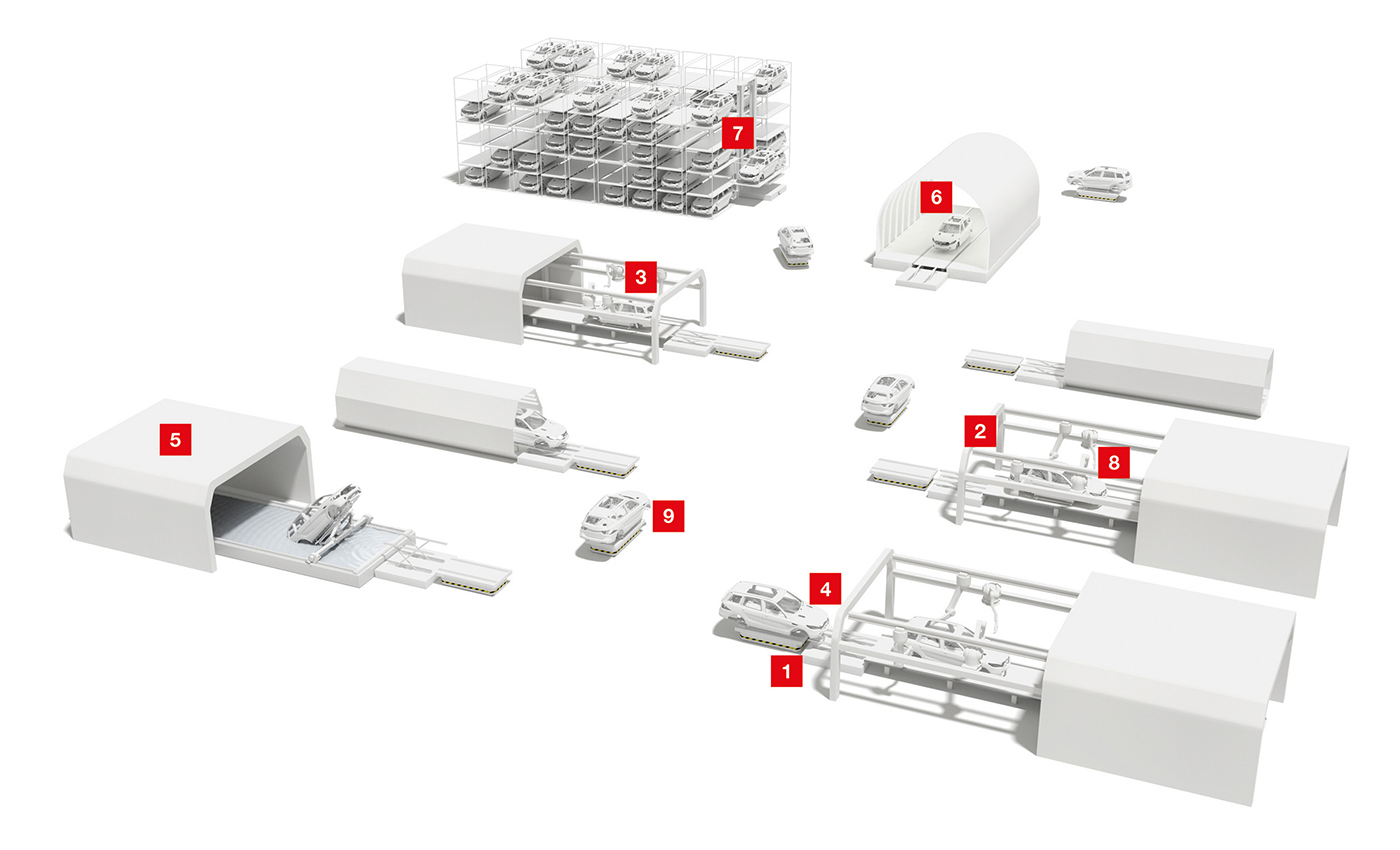
도장 시스템
색상이 제대로 나오기 전에 여러 가지 전처리 과정을 거칩니다. 세척을 시작으로 인산염 처리, KTL 배스, 건조를 거친 후 차체의 실제 페인팅이 이어집니다. 마지막으로 품질 관리를 통해 완벽한 결과를 보장합니다.
도장 시스템을 재구성할 때 유연한 생산 공정이 요구되는 경우가 많습니다. 기존의 연속 프로세스는 예를 들어 생산 능력에 맞게 조정할 수 있는 확장 가능한 개념으로 대체됩니다.
선택한 컨셉과 사용된 컨베이어 기술에 따라 기계 안전과 식별을 위한 센서 외에도 위치 및 윤곽 식별을 위한 센서도 필요합니다. 도장 부스 내부 또는 KTL 배스 주변의 센서에는 높은 IP 보호 등급뿐만 아니라 폭발 가능성이 있는 영역에서 사용하기 위한 방폭 인증 마크도 있어야 합니다.



요건:
도장 로봇의 위치 설정과 동기화를 위해 차체 유형을 감지해야 합니다. 차체는 예를 들어 A 및 B 필러 영역에서 구조와 치수가 다릅니다. 이러한 특징을 감지에 사용해야 합니다.
솔루션:
측정용 라이트 커튼 CML 700i는 예를 들어 A 및 B 필러 사이의 간격 또는 창문 개구부의 다양한 너비를 측정합니다. 이러한 측정 결과는 차체 유형을 결정하여 도장 로봇을 제어하고 동기화하는 데 사용됩니다.

요건:
도장 부스 또는 KTL 배스에 대한 접근을 보호해야 합니다. 동시에 안전 센서는 차체가 이러한 영역으로 운송될 수 있도록 하고 차체 크기가 변경되는 경우에도 안정적으로 작동해야 합니다. 또한 출입문의 폐쇄 상태도 모니터링해야 합니다.
솔루션:
스마트 프로세스 게이팅이 탑재된 안전 라이트 커튼 MLC 530 SPG는 별도의 뮤팅 센서 없이 접근 보호 상태에서도 이송 물체가 통과할 수 있도록 합니다. 이 공간 절약형 솔루션은 높은 가용성을 보장하고 조작을 방지합니다. 부분 게이팅 모드에서는 안전 라이트 커튼의 상단 빔이 활성화되어 있어 동시에 출입문도 모니터링합니다.

")
요건:
AGV의 운송 경로를 안전 센서로 보호해야 합니다. 또한 보호필드는 이동 및 적재 상황에 유연하게 적용되어야 합니다. Natural navigation 원리를 사용하는 경우 장치가 내비게이션 소프트웨어에 대한 측정 데이터를 동시에 제공해야 합니다.
솔루션:
안전 레이저 스캐너 RSL 400은 하나의 제품에 고품질의 측정값 출력 기능과 안전 기술을 결합한 장치입니다. 이 스캐너는 270°까지의 넓은 스캔 각도와 100개까지의 전환 가능한 필드 페어가 있습니다. 따라서 2개의 스캐너로 AGV를 최적으로 보호할 수 있습니다. 측정 데이터는 0.1°의 해상도로 매우 정밀하며 오차 범위를 최소화합니다.

요건:
도장 부스에서의 도장과 같은 공정 파라미터를 올바르게 설정할 수 있도록 스키드 또는 차체를 식별해야 합니다. 데이터 매체는 200°C의 온도를 견뎌야 합니다.
솔루션:
RFM 시리즈의 RFID 시스템은 13.56MHz의 주파수 대역에서 작동하며 필요한 감지 범위에 따라 다양한 안테나와 함께 사용할 수 있습니다. 다양한 형상의 트랜스폰더와 최대 250°C의 온도에 사용할 수 있는 특수 고온 트랜스폰더를 주파수 대역에 맞게 사용할 수 있습니다.


요건:
도장 분야에서 자동화된 완충 재고 창고는 차체 제조 공정에서와 유사한 요구사항을 제기합니다. 예를 들어 운행/리프팅 영역의 위치 데이터 측정 및 광학 전송이 필요합니다. 적재 칸 사용 여부 감지 및 리프터의 스키드 유무 감지도 일반적으로 사용됩니다.
솔루션:
x/y 축의 위치 설정은 레이저 거리 측정기 AMS 300i를 통해 구현됩니다. 데이터 전송 광모뎀 DDLS 500i는 최대 200m 거리에서 최대 100MBit의 광학 데이터 전송을 위해 사용할 수 있으며 10 시리즈 센서는 적재 칸 사용 여부 감지를 위해 사용할 수 있습니다. 근접 센서는 유무 감지를 수행합니다.

요건:
로봇팔의 진공 그리퍼는 쌓여 있는 기판 중에서 가장 위에 놓인 것을 자동으로 집고, 프레스 라인의 컨베이어 시스템에 놓습니다. 공정 오류를 방지하기 위해서는, 기판의 전체 길이를 측정하여 아래에 놓인 부품도 접착으로 인해 같이 들어 올려지는지 감지해야 합니다.
솔루션:
스위칭 라이트 배리어 CSL은 기판의 전체 표면을 모니터링합니다. 요구사항에 따라 장치는 다양한 길이와 분해능으로 제공됩니다. 통합 IO-Link 인터페이스와 자유롭게 프로그래밍 가능한 스위칭 출력의 조합으로 시스템에 쉽게 통합할 수 있습니다.

요건:
작동 중 자재의 지속적인 공급이 보장되어야 합니다. 로봇이 마지막 기판을 집어 올리거나 쌓인 기판이 지정된 높이 아래로 떨어지면 자동으로 보충을 요청해야 합니다. 이를 위해 기판의 스택 높이를 모니터링해야 합니다.
솔루션:
다양한 스위칭 또는 측정용 거리 측정 센서를 사용할 수 있습니다. 정의된 스택 높이에 도달하지 못했는지 여부를 모니터링하는 스위칭 센서 HT 10 이 적합합니다. 또는 스택 높이 결정을 위해 ODS 10 을 측정용 센서로 사용할 수 있습니다. 두 센서 모두 필요한 감지 범위에 대해 전파 시간차 측정(ToF)을 사용합니다. 적합한 케이블, 마운팅 브라켓 및 설치 부속품도 물론 제공됩니다.

요건:
프레스 라인의 끝에서 완성된 판금 부품을 자동으로 집어, 추가 가공을 위해 운송 캐리지에 적재해야 합니다. 그리핑 로봇의 제어를 위해 컨베이어 벨트에 부품이 있는지 확인해야 합니다.
솔루션:
광범위한 스위칭 센서 포트폴리오의 HT 25 C 시리즈가 적합합니다. 광택이 있는 부품뿐만 아니라 색상이 어두운 부품도 확실하게 감지합니다. 또는 적색광/적외선 모델도 선택할 수 있습니다.

요건:
완성된 판금 부품은 이동식 랙에 보관되며 추가 가공을 위해 차체 공장으로 자동 터거 트레인이나 AGV에 의해 운송됩니다. 랙을 올바르게 사용할 수 있도록 식별을 위해 랙에 부착된 코드를 판독해야 합니다.
솔루션:
코드가 부착된 방식과 리딩 거리에 따라 BCL 300i가 래스터 스캐너로서 코드를 디코딩하고 데이터를 PLC 또는 자재 흐름 컴퓨터로 전송합니다. 라벨의 위치 공차가 큰 경우 통합 진동 미러가 있는 모델을 사용할 수 있습니다.