








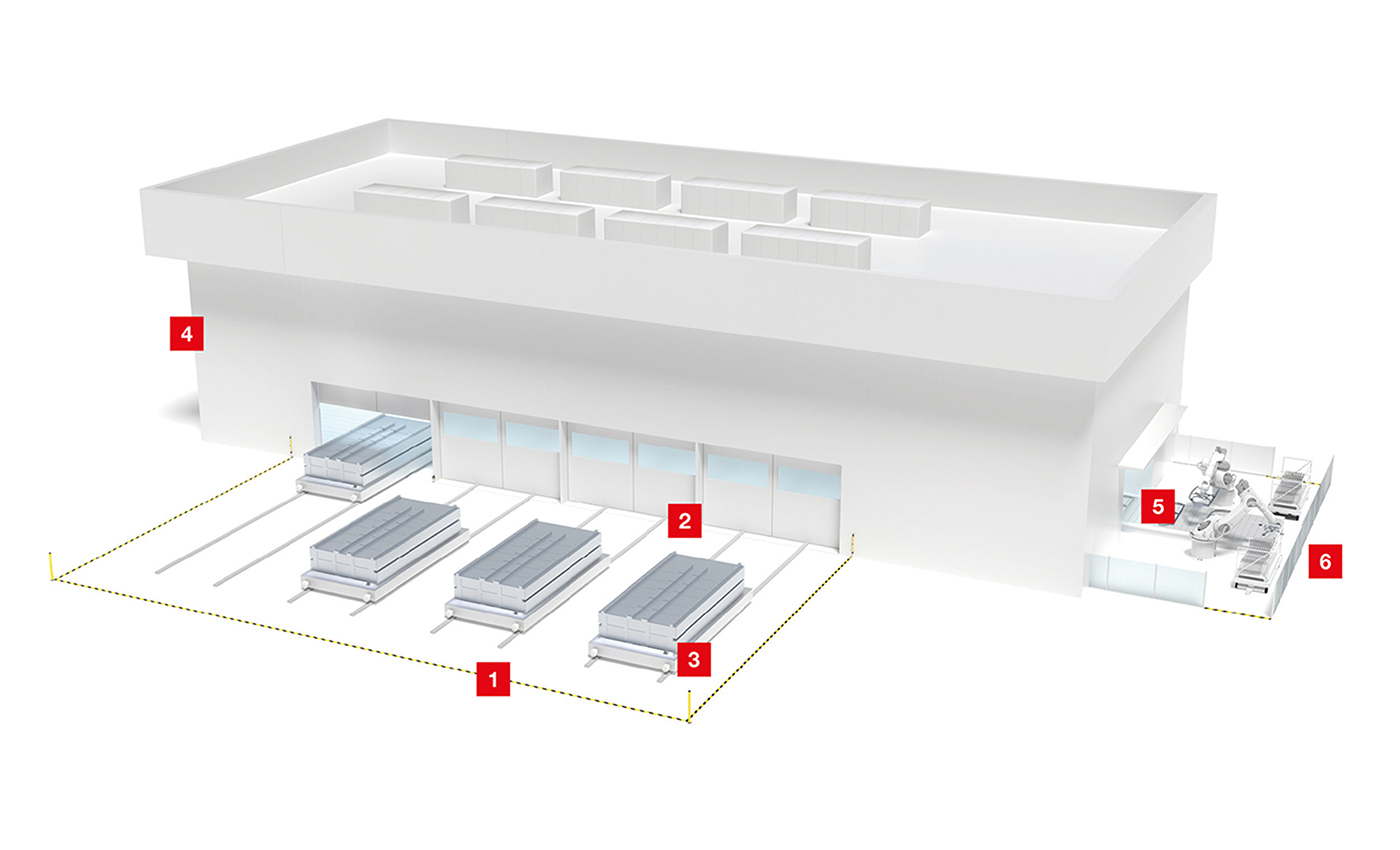
Linia prasowa
Z ogromnych zwojów blachy stalowej w wielu krokach roboczych kształtowane są elementy, takie jak np. części karoserii. Czy to przy cięciu zwojów, czy przy wytłaczaniu, prasowaniu i formowaniu płyt: również w trudnych warunkach otoczenia nasze czujniki towarzyszą wszystkim krokom produkcji i zabezpieczają je.
Zastosowania są równie zróżnicowane, co nasze dopasowane do nich portfolio. Nasze czujniki indukcyjne i optyczne sprawdzają oraz monitorują obecność i pozycję części. Nasze systemy identyfikacji rejestrują dane w celu ich dokumentacji. Z kolei w systemach tnących nasze czujniki dostarczają wartości pomiarowych do regulacji pętli i sterowania krawędzi.

Wymóg:
Narzędzia do pras są za pomocą dźwigu halowego przenoszone do obszaru wstępnego i wprowadzane do prasy w procesie wymiany narzędzi. Cały obszar wstępny jest wtedy obszarem krytycznym dla bezpieczeństwa. Należy monitorować dostęp osób.
Rozwiązanie:
Wielowiązkowe bariery bezpieczeństwa serii MLD 500 oferują korzystną cenowo ochronę dostępu dla dużych obszarów. Jako systemy nadajnik-odbiornik o zasięgu 70 m są one stosowane w połączeniu z kolumnami lustrzanymi i w ten sposób zabezpieczają cały obszar wstępny prasy.

Wymóg:
Zanim wózek wjedzie do prasy, należy się upewnić, że żadne osoby nie znajdują się przed bramami. Podczas wjeżdżania należy zabezpieczyć obszar z boku wózka, aby żadne osoby nie mogły dostać się do wnętrza linii prasy.
Rozwiązanie:
Dzięki konfigurowalnym polom ochronnym z możliwością przełączania laserowe skanery bezpieczeństwa RSL 400 zabezpieczają obszar przed daną bramą. Dzięki dużemu zasięgowi 8,25 m i dwóm działającym równolegle funkcjom ochronnym można za pomocą tylko jednego urządzenia jednocześnie i niezależnie monitorować dwa obszary wejściowe.

Wymóg:
Wymiana narzędzi jest realizowana za pomocą dźwigu na wózku jezdnym. Należy przy tym kontrolować prawidłowe osadzenie, aby mogło nastąpić automatyczne zablokowanie.
Rozwiązanie:
Z naszego obszernego portfolio czujników indukcyjnych najlepiej nadają się do tego modele IS / ISS 244 o konstrukcji prostopadłościennej. Kompaktowe czujniki można montować szybko i w sposób oszczędzający miejsce. Dobrze widoczne z boku wskaźniki statusu ułatwiają uruchomienie i wizualizują stany.

Wymóg:
Podczas pracy musi być zapewnione ciągłe doprowadzenie materiału. Gdy ostatni półfabrykat zostanie odebrany przez robota, lub po spadnięciu poziomu napełnienia stosu poniżej zdefiniowanej wartości, powinien nastąpić automatyczny dosuw. W tym celu należy monitorować wysokość stosu półfabrykatów.
Rozwiązanie:
Nasze szerokie portfolio przełączających i pomiarowych czujników odległości obejmuje urządzenia z zasadą pomiaru czasu przebiegu (TOF), szczególnie dobrze nadające się do dużych wartości zasięgu. Zaliczają się do nich czujniki przełączające HT 10, które monitorują spadek wysokości stosu poniżej zdefiniowanej wartości, a także czujniki pomiarowe ODS 10, które rejestrują wysokość stosu.

Wymóg:
Na końcu linii prasy uformowane części blaszane są automatycznie odbierane i ładowane na wózek transportowy w celu przekazania do dalszej obróbki. W celu sterowania robotem chwytakowym musi być kontrolowana obecność części na przenośniku pasowym.
Rozwiązanie:
Seria HT 25C z naszego obszernego portfolio czujników przełączających łączy ponadprzeciętną rezerwę funkcjonalną z kompaktowymi wymiarami. Pewnie wykrywa części z połyskiem, z ciemną lub strukturalną powierzchnią. Urządzenia są dostępne w wersji na światło czerwone i na podczerwień.

Wymóg:
Gotowe części blaszane są przechowywane na przesuwnym stojaku, który może być transportowany do działu budowy karoserii, np. za pomocą pociągów logistycznych lub samodzielnych systemów transportowych, w celu dalszej obróbki. Aby doprowadzić stojak do właściwego miejsca dalszego zastosowania, trzeba odczytać umieszczony na niej kod identyfikacyjny.
Rozwiązanie:
Zależnie od umieszczenia kodu i odległości odczytu BCL 300i przeprowadza dekodowanie jako skaner rastrowy i przesyła dane do PLC lub licznika przepływu materiału. W przypadku dużych tolerancji pozycji etykiety stosowane są wersje urządzenia ze zintegrowanym lustrem obrotowym.