








Prasy hydrauliczne, serwomotoryczne i mimośrodowe
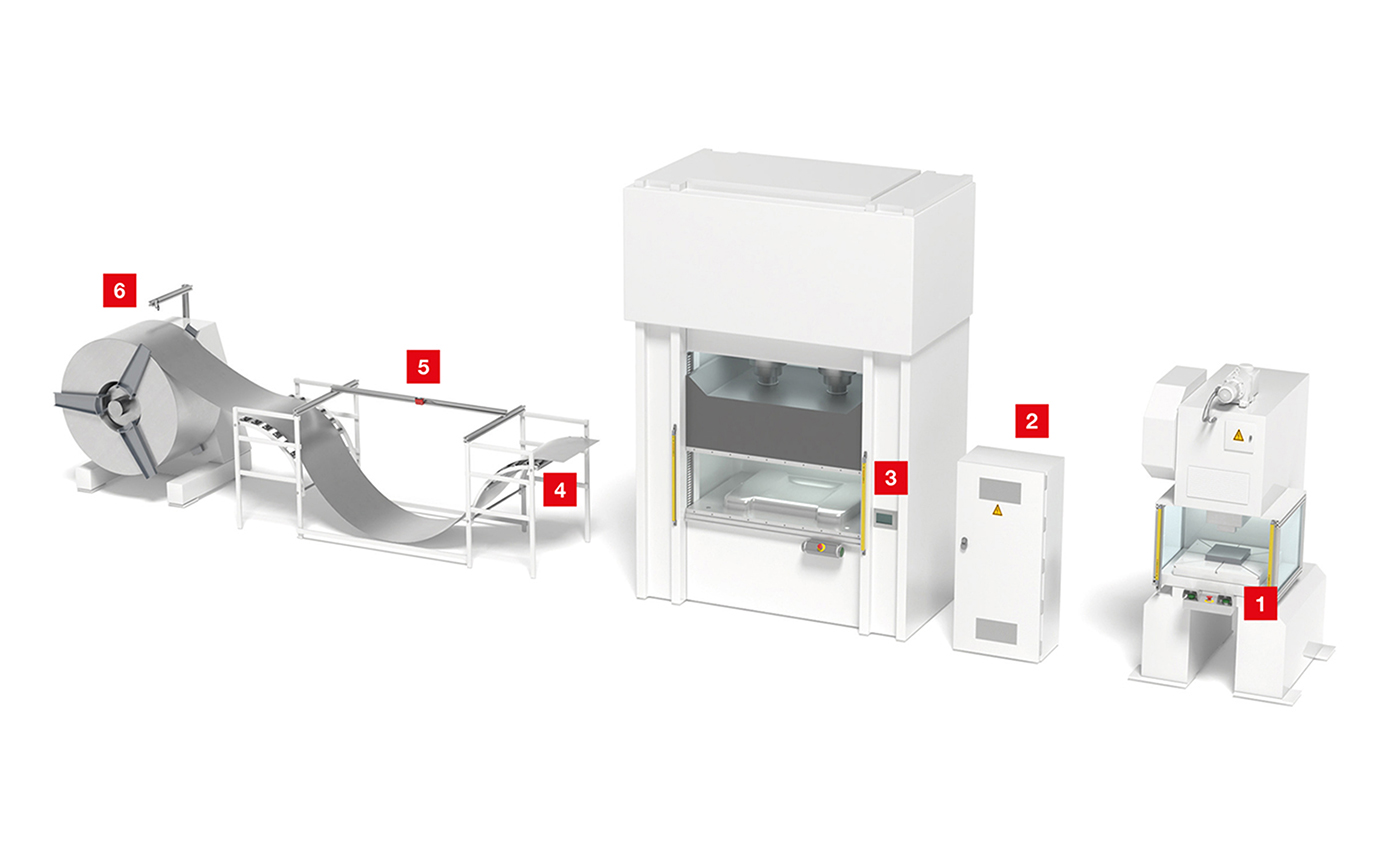
Prasy hydrauliczne, serwomotoryczne i mimośrodowe są wykorzystywane w całym spektrum zastosowań związanych z formowaniem metali. Przy formowaniu blachy z obsługą ręczną operator maszyny musi być niezawodnie chroniony przed obrażeniami. Wykrawarki i prasy można automatyzować za pomocą opcjonalnych podajników blachy. W takim wypadku blacha jest automatycznie odwijana z rolki i doprowadzana do wykrawarki lub prasy. Na początku procesu rozwijania wymagana jest szybka i jednoznaczna identyfikacja materiału. Podczas rozwijania trzeba kontrolować, czy blacha odwija się w sposób równomierny, co gwarantuje jej precyzyjne docinanie.
Czujniki i sterowniki bezpieczeństwa Leuze można łatwo integrować z maszynami oraz procesami – stanowią one pewne i odporne na manipulację zabezpieczenia. Nasze czujniki pomiarowe do regulacji pętli i sterowania krawędzi umożliwiają niezakłócony przebieg procesów doprowadzania blachy. Z kolei czujniki przełączające niezawodnie wykrywają koniec rolki.

Wymóg:
Zabezpieczenie dostępu do miejsca niebezpiecznego za pomocą optoelektronicznej kurtyny bezpieczeństwa. Jeśli możliwe jest sięgnięcie od spodu lub wejście za czujnik, to konieczne jest zainstalowanie kolejnej optoelektronicznej kurtyny bezpieczeństwa do wykrywania takiej sytuacji.
Rozwiązanie:
Kaskadowe optoelektroniczne kurtyny bezpieczeństwa MLC 520 i MLC 520-S pozwalają na powiązanie do 3 segmentów. Ze sterownikiem integrujemy je przez wspólne przyłącze. Dzięki temu instalacja jest prosta i ekonomiczna.
Wymóg:
Specyficzne wymagania dotyczące bezpieczeństwa pras mechanicznych i hydraulicznych są opisane w normie EN ISO 16092. Dla spełnienia tych wymagań proces ruchu prasy musi być monitorowany przez sterownik bezpieczeństwa.
Rozwiązanie:
Sterowniki bezpieczeństwa MSI 400 już w module podstawowym posiadają 24 bezpieczne wejścia/wyjścia. Dodatkowo mogą też być rozszerzane w zależności od potrzeb. Specjalna biblioteka zawiera dopasowane bloki funkcyjne do sterowania i zabezpieczenia pras, dzięki czemu umożliwia prostą i szybką konfigurację.

Wymóg:
Miejsce niebezpieczne na prasie ma być zabezpieczone przez bezkontaktowe urządzenie ochronne. Niezbędny odstęp urządzenia ochronnego od miejsca zagrożenia powinien być przy tym jak najmniejszy.
Rozwiązanie:
Optoelektroniczne kurtyny bezpieczeństwa serii ELC 100 i MLC 500 dzięki różnym rozdzielczościom, zaczynającym się od 14 mm, oferują bezpieczne wykrywanie palców i dłoni, a przez to umożliwiają niewielkie odległości bezpieczeństwa. Dzięki zoptymalizowanej konstrukcji modele ELC 100 i MLC 500 w wariancie V są szczególnie odporne na wstrząsy i wibracje.

Wymóg:
System odcina od końca rozwijanego przez taśmę materiału tak zwane płyty lub wykroje. Aby były one identyczne pod względem formy i wymiarów oraz mieściły się w tolerancjach, niezbędne jest precyzyjne kontrolowanie krawędzi.
Rozwiązanie:
Fotokomórki widełkowe CCD GS 754B dzięki wysokiej powtarzalności ± 0,03 mm zapewniają dokładne określanie krawędzi. Urządzenia można elastycznie integrować przez wyjście analogowe lub interfejs szeregowy.

Wymóg:
W układzie tnącym należy rozdzielić proces cięcia od transportu na taśmie. Przewieszenie pętli taśmy należy określić bezkontaktowo, aby przekazać do układu regulacji odpowiednie wartości pomiarowe w celu określenia prędkości ściągania.
Rozwiązanie:
Działające zgodnie z zasadą pomiaru czasu przebiegu (TOF, Time of Flight) czujniki serii ODS 10 / 110 i ODSL 96 oferują zasięgi pomiarowe wynoszące kilka metrów. Cechują je wysoka rozdzielczość i wysoka powtarzalność. Urządzenia można elastycznie integrować przez wyjście analogowe, interfejs szeregowy i IO-Link.

Wymóg:
Aby można było przeprowadzić automatyczną zmianę rolki, zanim skończy się materiał, konieczne jest stałe monitorowanie średnicy zwoju. Pozwala to zminimalizować kosztowne przestoje.
Rozwiązanie:
Pomiarowe czujniki ultradźwiękowe serii DMU 300 / 400 oferują szczególnie duży zakres pomiarowy, nawet do 6000 mm. Wytrzymałe urządzenia w wersjach z tworzywa sztucznego oraz całkowicie metalowej wyróżniają się krótkim czasem reakcji oraz wysoką rozdzielczością. Są one dostępne z analogowymi wyjściami prądowymi lub napięciowymi oraz interfejsem IO-Link.